
Dry fine grinding for agrochemical applications
The reason why pesticide manufacturers develop specific components and dosage forms is to use the active ingredients at the right time and in the right amount when crops need protection, to effectively reduce factors that are detrimental to crop growth. Therefore, a plant protectant is essentially a mixture of different ingredients. These ingredients can basically be summarized into three major categories: active ingredients in the formula; fillers used to dilute the active substances, such as clay, talc, kaolin or silica; auxiliaries and additives used to improve the quality of the formula (such as stabilizers, Wetting agents, protective agents, defoaming agents, etc.).
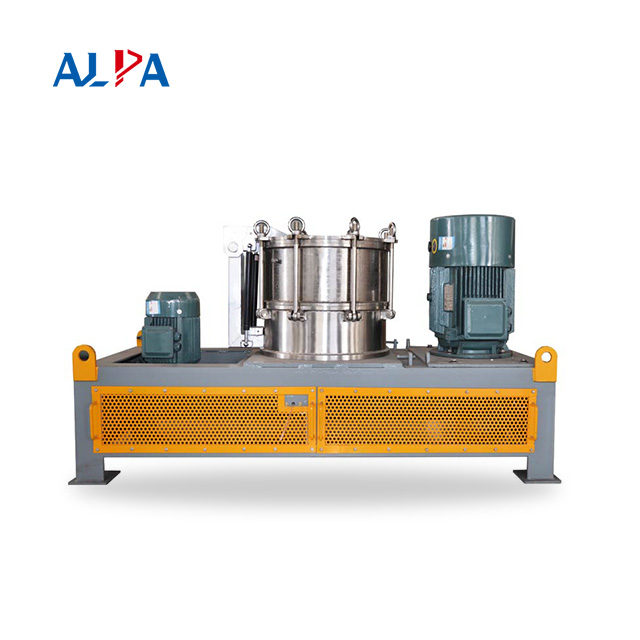
In the pesticide production process, the first step is feeding and mixing; the second step is grinding. Through different types of grinding equipment shown below, the mixed material particles are ground and dispersed to the target fineness to meet the application requirements. After grinding, it goes through a screening process to prevent the possible presence of oversized particles. Finally, add additives or fillers that do not require grinding and perform dispersion and mixing again.
The reason why pesticide particles are required to be ultra-fine particles and have a narrow particle size distribution: the finer the active ingredient particles, the more effective they are, which means that a smaller amount can be used to achieve the same effect. This is beneficial for safety, environmental and economic reasons: reducing toxic effects on people in the spray area; reducing environmental pollution; reducing the use of the most expensive active ingredients in the formulation, thereby reducing pesticide production costs and increasing profits .
The narrow particle size distribution facilitates a simplified pesticide application procedure: the powder is dispersed in water before application on crops. The finer the particles, the more stable the suspension will be and no sedimentation will occur during operation. During the pesticide spraying process, the problem of large particles clogging the nozzles of the spraying system is effectively reduced.
Choosing the right mill is crucial, and ALPA offers different dry grinding technologies depending on the fineness and specifications required by the pesticide manufacturer.
Impact grinding machine CSM with classifying function
This type of classifying mill offers the possibility of achieving both grinding and classifying functions in one system. The CSM classifier is a combination of a fine impact classifier and a guide wheel classifier. Using two independent motor drives, one for the grinding disc and the other for the grading wheel, the CSM can precisely adjust the grading wheel speed to obtain a wide range of final product fineness from d97=9μm to 200μm. By utilizing the geometry of the classifier impeller and the air seal between the classifier wheel and the machine top cover, precise control of the upper limit of the particle size of the grinding material is ensured, thereby achieving fine classification.
Fluidized bed jet mill
This jet mill is suitable for ultra-fine grinding of materials of various hardnesses (soft to extremely hard). In the grinding area, the particles are driven by high-speed airflow to collide and grind with each other. There are no additional grinding parts. The dynamic classifier controls the maximum particle size. The air flow velocity at the nozzle outlet in the grinding chamber can reach 500 to 600 m/s. Because high grinding energy and impact speed can be generated in the fluidized bed, it is possible to achieve D50 fineness of 1 to 5 μm.
Due to such structural characteristics, the airflow mill has a very attractive feature: during the grinding process, there will be no temperature increase in the grinding chamber. The reason is that the heat generated when particles collide with each other is offset by the cooling phenomenon produced by the expanding compressed gas, so that the temperature in the grinding chamber remains constant and the active material molecules will not be destroyed.
Currently, pesticide production is of increasing strategic importance. There must be a re-evaluation to place greater emphasis on environmental constraints, both during the production of products and their use on agricultural crops. However, meeting the needs of the world's population remains a huge challenge. The role of chemical engineering is to produce pesticides in the best possible way, which requires selecting the most suitable grinding technology to achieve this.
Several impact ultra-fine grinding in industry process
The impact ultra-fine grinding process generally refers to the grinding and classification process to prepare particle size distribution d9, ≤10 micron. It can be divided into two types: dry method and wet method. The ultra-fine crushing unit operations (i.e. one-stage ultra-fine crushing) currently used in industry include the following types.
(l) Open circuit process. Generally, flat or disc type, circulating tube type and other airflow mills have self-grading function, so this open circuit process is often used. In addition, this process is often used for intermittent ultrafine grinding. The advantage of this process flow is that the process is simple. However, for ultra-fine grinders that do not have the function of self-classification, since there is no classifier in this process, qualified ultra-fine powder products cannot be separated in time, so the particle size distribution range of general products is wide.
(2) Closed-circuit process, which is characterized by a classifier and an ultra-fine grinder forming a closed-circuit system of ultra-fine crushing and fine classification. This process is often used in continuous powder operations of ball mills, stirring mills, high-speed mechanical impact mills, vibration mills, etc. Its advantage is that it can separate qualified ultrafine powder products in time, so it can reduce the agglomeration of fine particles and improve the efficiency of ultrafine crushing operations.
(3) The open circuit process with pre-classification is characterized by the fact that the materials are classified before entering the ultra-fine pulverizer. The fine-grained materials are directly used as ultra-fine powder products, and the coarse-grained materials then enter the ultra-fine pulverizer for crushing. When the feed contains a large amount of qualified ultrafine powder, using this process can reduce the load of the crusher, reduce the energy consumption per unit of ultrafine powder product, and improve the efficiency of the operation.
(4) Closed-circuit process with pre-grading. This process is essentially a combination of two processes. This combined operation not only helps improve crushing efficiency and reduce energy consumption per unit product, but also controls the particle size distribution of the product. This process can also be simplified to only one grader, that is, pre-grading and inspection grading are combined into the same grader.
(5) Open circuit process with final classification. The characteristic of this crushing process is that one or more classifiers can be installed after the crusher to obtain two or more products with different fineness and particle size distribution.
(6) With pre-grading and final grading open circuit process, this process is essentially a combination of two processes. This combined operation can not only pre-separate some qualified fine-grained products, but also reduce the load on the crusher, and the final classification equipment can obtain two or more products with different fineness and particle size distribution.
The number of crushing stages mainly depends on the particle size of the raw materials and the required product fineness. For raw materials with relatively coarse particle sizes, a process of fine crushing or fine grinding and then ultra-fine crushing can be used. Generally, the raw materials can be crushed to 200 mesh or 325 mesh and then an ultra-fine crushing process can be used; for product particle size requirements For materials that are very fine and easy to agglomerate, a multi-stage ultra-fine crushing process in series can be used to improve operating efficiency. However, generally speaking, the more crushing stages, the more complex the process flow and the greater the engineering investment.
In terms of grinding methods, ultra-fine grinding processes can be divided into three types: dry (one or more stages) grinding, wet (one or more stages) grinding, and dry-wet combined grinding. The following introduces several typical ultra-fine grinding process flows.

Application of ultra-fine grinding technology in cosmetics

Ultrafine grinding refers to the unit operation of crushing coarse-grained materials to a particle size of less than 10~25 μm. When the material is crushed to a particle size of less than 10 μm, the ultra-fine particles have high surface activity, void ratio and surface energy, thus giving the material Excellent solubility, adsorption, fluidity and unique optical, electrical, magnetic and other properties. Ultra-fine grinding technology is widely used in food, medicine, information materials, microelectronics, thermal insulation materials, advanced refractory materials, high-tech ceramics, Coatings, fillers and new material industries.、
As one of the most effective equipment for ultra-fine pulverization of powders, jet pulverizer uses supersonic airflow to impact materials to cause the materials to collide with each other to achieve the purpose of ultra-fine pulverization. Therefore, the jet pulverizer equipment is simple to operate, pollution-free, and has high product purity. High, good activity maintenance, good powder dispersion, small particle size and narrow distribution, smooth particle surface, especially suitable for ultra-fine crushing of heat-sensitive and moisture-sensitive drugs.
With the rapid development of the cosmetics industry in the past 20 years, a large number of bioactive substances and Chinese herbal medicine powders have been widely used in various cosmetics. However, the raw materials have large particles and are difficult to dissolve in water at low temperatures or are difficult to be absorbed by the skin when applied directly. By ultrafinely crushing the active ingredients, the dissolution temperature of the active ingredients can be greatly reduced, which is beneficial to the maintenance of activity and transdermal absorption. In addition, airflow crushing technology is used in the manufacturing of high-end pressed powder cosmetics to improve the powder structure and greatly improve the pressed powder performance and product quality. Airflow crushing technology has broad application prospects in the cosmetics industry.
1) Micronization technology is a complete set of processes and technologies, and it is a systematic process that must meet the requirements of cosmetics hygiene standards during the manufacturing process of cosmetics. To apply it to the industrialization of cosmetics, we should also combine the characteristics of the cosmetics industry to design ultra-fine grinding equipment that is easy to clean and disinfect, does not pollute products during the manufacturing process, does not produce dust, and has low energy consumption.
2) Strengthen the basic theoretical research on ultra-fine grinding, combine the properties of various powders, conduct module design on the basis of experiments, establish data models, develop multi-functional, integrated airflow grinding equipment, and improve comprehensive supporting performance and automatic control capabilities With the processing capacity of a single machine, it can obtain ultrafine powder with narrow particle size distribution, and can be adapted to the processing of materials with different characteristics and various hardnesses.
3) Find effective ways to reduce the wear and tear of airflow grinding equipment during crushing, extend the service life of the equipment, and reduce product pollution. Focus on solving the material problems of the airflow grinding chamber and nozzle ring, and develop alloy materials with high wear resistance. In addition, appropriate process flow is also an effective measure to reduce airflow abrasion.
4) Find effective ways to reduce energy consumption and improve energy utilization, and overcome the biggest shortcoming of low energy utilization of jet mills.
5) The development of airflow grinding technology will provide technical support for the development of high-quality, high-tech, and excellent cosmetics and enhance the market competitiveness of products. Airflow grinding technology can not only be widely used in pressed powder cosmetics and facial mask products, but also has broad application prospects in the pretreatment of active raw materials and Chinese herbal medicines.

Grinding of API in Oral Solid Dosage Process
In the production process of oral solid dosage forms, bulk drug crushing is often an extremely critical unit operation. On the one hand, the particle size of the API may affect drug absorption. For poorly soluble oral solid preparations, the smaller the particle size of the raw material, the faster the dissolution, and the bioavailability of the drug may also be improved. In addition, the particle size of the API has an important impact on the fluidity of the powder, the mixing process and the stratification of the powder, and these factors have an important impact on the stability of the production process.
In the synthesis process, raw materials for oral solid dosage forms are often obtained by crystallization. By controlling the crystallization process, the particle size of the raw material drug can be controlled to a certain extent. However, in many cases, the particle size and particle size distribution of the API obtained by crystallization often cannot meet the needs of the preparation. Therefore, it is necessary to further process the API during preparation production, that is, crush the API to control the particle size within the target range.
Generally speaking, grinding methods can be divided into dry and wet methods according to the different media dispersed during grinding. The wet method is to disperse the API in a liquid medium for pulverization, while the dry method is to pulverize the API in a gas (air, nitrogen, etc.). The dry method is mostly used for crushing raw materials of solid preparations.
The crushing principle of the hammer mill is mainly to continuously beat the raw drug particles through high-speed rotating hammers/hammers, and the particles further collide with the crushing cavity or between particles. These processes can effectively reduce the particle size. When the particle size is small enough to pass through the selected sieve holes, it will be discharged from the crushing chamber. The hammer mill has a large production capacity and low energy consumption, and is more suitable for crushing brittle drugs. Some viscous materials are not prone to particle breakage through mechanical beating and are not suitable for hammer crushing. However, the materials can be cooled to increase the brittleness of the materials and increase the ease of crushing. In addition, hammer crushing generates serious heat, so attention must be paid to the stability of the material. Compounds with a melting point lower than 100°C are not suitable for mechanical crushing methods such as hammer crushing. Hammer mills are generally suitable for crushing particle sizes above 10 μm. Factors related to the crushing effect of the hammer mill generally include the shape and installation method of the hammer blade, rotation speed and feed speed, etc.
Spiral jet pulverizer is a relatively common airflow pulverizer with relatively simple mechanical structure and crushing operation. The pressurized air flow brings the materials into the crushing chamber at a certain speed through the feeding nozzle. There are several nozzles on the same plane around the annular crushing chamber, which spray airflow with a speed of up to 300~500 meters/second into the crushing chamber, forming a vortex airflow, causing the particles entering the crushing chamber to move at high speed with the airflow, and the particles and other particles or the crushing chamber The body was shattered by violent collision and friction. The crushing process mainly involves the collision between particles, followed by the collision between particles and the crushing cavity. The circular motion of particles in the airflow will generate a certain centrifugal force. As the crushing progresses, the particle size and mass decrease, and the centrifugal force received becomes smaller and smaller. When the centrifugal force is small enough, the airflow discharged from the crushing chamber will bring the particles to the center of the vortex airflow, and then be discharged from the crushing chamber with the airflow to complete the crushing process. This vortex airflow allows the crushing and classification processes to be carried out simultaneously, which is beneficial to obtaining a final product with a narrower particle size distribution.

Application and research of modified wollastonite
Wollastonite is an extremely important non-metallic mineral. Its main chemical composition is calcium metasilicate (CaSiO3). It belongs to the trigonal crystal system and is gray-white. Wollastonite has a large aspect ratio, a natural needle-like structure, and stable performance, making it an excellent reinforcing material. In addition to its natural fibrous structure, wollastonite also has extremely low oil absorption, electrical conductivity and dielectric loss. It is widely used in plastics, rubber, paints, coatings and other fields, and can significantly improve the mechanical and tribological properties of the matrix. Improve the thermal stability and dimensional stability of products.
However, natural wollastonite is hydrophilic, and when blended with organic polymers, the dispersion is uneven due to different polarities, thus reducing the mechanical properties of its filled products. In order to improve its dispersion and compatibility in organic matrices, as well as the mechanical properties of products, wollastonite often needs to be surface modified.
Wollastonite modification technology
The surface modification technology of wollastonite can be divided into: organic surface modification and inorganic surface modification.
For organic surface modification, commonly used surface modifiers include silane coupling agents, titanate and aluminate coupling agents, surfactants, and methyl methacrylate. Among them, silane coupling agent modification is one of the commonly used surface modification methods for wollastonite powder, and dry modification process is generally used. The dosage of coupling agent is related to the required coverage and the specific surface area of the powder. The dosage is generally 0.5% to 1.5% of the wollastonite mass.
The technical background of inorganic surface modification is that wollastonite as a polymer filler often causes the filler material to become darker in color, has a larger wear value, and easily wears processing equipment; inorganic surface coating modification can improve the silicone Gray stone fiber fills the color of polymer materials and reduces their wear value. At present, the inorganic surface modification of wollastonite mineral fibers mainly uses chemical precipitation method to coat the surface with nanometer calcium silicate, silica and nanometer calcium carbonate.
Application and research of modified wollastonite
(1) Plastic
Polypropylene (PP), as one of the five general-purpose plastics, has better comprehensive properties than other general-purpose plastics. It is increasingly widely developed and used in the fields of automobiles, aerospace, construction and medicine.
(2) Papermaking
The application of wollastonite in the paper industry is quite different from other fillers. It is not a simple filling like traditional fillers. It mainly relies on a higher aspect ratio to realize the interweaving of wollastonite and plant fibers to form plant fibers. The network structure of fiber-mineral fiber can replace some short fibers of plants, which can effectively improve the opacity and printing adaptability of produced paper, improve uniformity and reduce manufacturing costs.
(3) Friction materials
Wollastonite products for friction materials are wollastonite needle-like powders. Compared with traditional application scenarios, they are mostly used as fillers in brake pads, clutches, etc. The acicular powder of wollastonite is an ideal substitute for short fiber asbestos. It can improve the stability of friction materials, reduce cracking, improve wear resistance and recovery properties and other mechanical properties to a certain extent.
(4) Coating
Wollastonite can be used as an extender pigment and a partial substitute for white pigments in paints. In addition, according to the characteristics of wollastonite itself, it can also be used as a coating modification additive to expand the functionality of the material. For example, wollastonite has good corrosion resistance and can be widely used in the field of anti-corrosion coatings.
(5) Rubber
In the rubber industry, wollastonite powder can replace part of titanium dioxide, white carbon black, clay, light calcium, lithopone and other materials, play a certain reinforcing effect, and can improve the hiding power of some colorants.
(6) Cement/fiber reinforced concrete
Fibrous wollastonite replaces short asbestos fibers and glass fibers and is added to cement, concrete and other building materials, which can improve the impact resistance, bending strength, wear resistance and dimensional stability of the materials.
The importance of silicon carbide powder modification process
Silicon carbide (SiC) is an inorganic non-metallic material with a wide range of uses and good development prospects. After being made into ceramics, it is an excellent structural material. It has high elastic modulus and specific stiffness, is not easy to deform, and has High thermal conductivity and low thermal expansion coefficient have now become one of the main considerations for high-temperature heat engine materials, and can be used in high-temperature nozzles, turbine blades, turbocharger rotors, etc.
Therefore, the industry has put forward higher requirements for SiC ceramics in terms of geometric accuracy, strength, toughness and reliability, and the molding process is a crucial part. Different molding processes have a greater impact on the performance of ceramic products, such as difficulty in demoulding, difficulty in preparing products with complex shapes, insufficient density of ceramics, etc. The existence of these defects will restrict their application in high-end fields. Therefore, it is necessary to To prepare ceramic products with excellent performance and high reliability, it is necessary to explore the factors that affect the effectiveness of the molding process.
The silicon dioxide layer on the surface of silicon carbide will affect the dispersion of the powder in the aqueous phase. The silicon dioxide will form silicon hydroxyl groups "Si-OH" in the water phase. The silicon hydroxyl groups are acidic in the water phase, so the dispersion of silicon carbide is The isoelectric point is acidic. The more silicon dioxide there is, the closer the isoelectric point of silicon carbide is to the acidic end. When the pH value is lower than the isoelectric point of the powder, silanol will attract hydrogen ions, making the particle surface positively charged and thus the Zeta potential. becomes a positive value. Under alkaline conditions, silanol will react with the high concentration of OH- in the solution to form [Si-O]- on the surface of the powder, making the surface of the particles negatively charged, so the Zeta potential is also negative.
The dispersion of powder in the water phase is closely related to the absolute value of Zeta potential, so the silica layer formed on the surface of the powder plays a great role in the dispersion of the powder.
Chemical modification method refers to the chemical reaction that occurs during the surface coating process. This is the most common method in powder modification. Surface coating is divided into two types: inorganic coating and organic coating. It mainly deposits a layer of oxide, hydroxide or organic matter on the surface of inorganic powder. When the coating is an oxide or hydroxide, it is called inorganic coating. When the coating is organic, it is called organic coating.
Inorganic coating methods mainly include alkoxide hydrolysis method, uniform precipitation method, non-uniform nucleation method, and sol. Gel method, etc. Among them, the best method is the non-uniform nucleation method. Organic coating modification improves the electrostatic and steric hindrance of inorganic powder, thereby improving its dispersion. Organic coating methods mainly include organic surface grafting, surface adsorption coating and encapsulation modification. It is mainly used in the dispersion of inorganic composite materials or fillers to improve the wettability and compatibility of inorganic powders and organic matrices. It is also used to improve the dispersion of inorganic powder in water.
Highly dispersible micron-sized SiC powder is a necessary condition for obtaining ceramic products with high accuracy, strength, toughness and reliability. Therefore, it is of great significance to explore related technologies to prepare silicon carbide ceramics that can be used in high-end fields.

Important steps in the production of diamond powder - grinding and shaping
At present, the most common diamond powder is produced by grinding, purifying, classifying and other processes of artificial diamond.
Among them, the diamond crushing and shaping process plays an important role in the production of micro powder, and directly affects the shape of the micro powder particles and the content of the target particle size. Different crushing methods will produce different crushing effects. The scientific and reasonable crushing and shaping process can not only quickly crush coarse-grained diamond raw materials (conventional particle size 100-500 microns) into diamond powder particles with a particle size range of approximately (0-80 microns), but also optimize the particle shape. , making the particles of micro powder products more round and regular, reducing or even completely eliminating long strips, flakes, pins and rods and other particles that affect the final quality of micro powder. Maximize the proportion of marketable target particle size output.
In the production of micro powder, the crushing method can be divided into dry method and wet method. Different crushing and shaping methods are used, and their working principles and process parameters are also different.
Process control points of dry grinding method of ball mill
Taking the horizontal ball mill dry grinding method as an example, the main process control points are ball mill speed, ball-to-material ratio, filling coefficient, steel ball ratio, etc. In actual production, they can be flexibly controlled according to different raw materials and the purpose of crushing and shaping.
1. Ball mill speed
The reasonable rotation speed of the ball mill is an important condition for exerting its production capacity. When the diameter of the ball mill barrel is the same. The higher the rotational speed, the greater the centrifugal force generated, and the higher the distance the steel ball is driven to rise along the cylinder wall.
It is generally believed that the suitable working speed of the ball mill is 75%-88% of the theoretical critical speed.
2. Filling coefficient, ball-to-material ratio
In the crushing and shaping process, the appropriate ball-to-material ratio and filling coefficient are crucial. If the ball-to-material ratio and filling coefficient are too high or too low, they will affect the production efficiency and product quality of the ball mill. If the ball-to-material ratio is too high or the filling coefficient is too low, the feeding capacity of a single machine will be restricted.
Practice has proved that for the crushing of diamond raw materials, the loading coefficient is generally 0.45. The ratio of ball to material is 4:1.
3. Steel ball diameter and ratio
In order to crush diamond more effectively, when the ball mill filling coefficient and ball loading amount are determined, steel balls of different diameters should be selected and assembled in proportion to obtain better particle shape and faster crushing and shaping efficiency.
Segmented grinding
In the production process of micro powder, wet crushing is more effective than dry crushing. Because when dry crushing reaches a certain fineness, wall sticking is easy to occur, reducing the crushing effect; with wet crushing, the raw materials always exist in the form of slurry, and it is easy to increase the proportion of fine particle size.
In order to control the particle size ratio, when more fine-grained micro powder needs to be produced, segmented crushing should be used, especially wet segmented crushing is better. This can not only avoid excessive crushing of materials, but also achieve segmentation according to strength during the crushing process.
Jet milling
Another crushing method is the airflow pulverizer crushing method. The airflow pulverizer uses compressed air as the working medium. The compressed air is sprayed into the crushing chamber at high speed through a special supersonic nozzle. The airflow carries the material in high-speed movement, causing the material to move between them. Produce strong collision, friction and shear to achieve the purpose of crushing. Fragmentation occurs when the force acting on the particle is greater than its failure stress. High-speed impact collision causes volumetric fragmentation of particles, while shearing and grinding effects cause surface fragmentation of particles. This crushing method is very beneficial to the production of diamond powder because it can produce ideal particle shapes. The biggest advantage of the airflow pulverizer is that it is not limited by the mechanical linear speed and can produce very high airflow speeds. In particular, the supersonic airflow pulverizer can produce a flow rate several times the speed of sound, so it can generate huge kinetic energy and it is easier to obtain micron-level particles. and submicron ultrafine powders.

Sodium Bicarbonate Dry Desulfurization Process
The dry desulfurization process uses a pulverizer with its own classification system and a conveyor fan combined into a complete grinding and powder spraying device. The pulverized sodium bicarbonate fine powder has a layered or porous structure, uniform particle size, and good dispersion. The solid ultrafine powder is then directly injected into the furnace or reaction tower through multiple nozzles. It can effectively remove more than 95% of SO2 and HCl in exhaust gas, and the removal rate can even reach 99%.
The use of sodium bicarbonate (baking soda) dry desulfurization can not only meet stringent environmental requirements, but also effectively reduce investment and operating costs compared with other flue gas purification methods.
The baking soda dry desulfurization process has the following advantages: fully dry system, no water required; dry powder is sprayed in front of pipes and bags; reaction by-products can be discharged through the dust removal system; no production shutdown is required; one-time investment is very small; and it occupies very little area ; System cost is low; competitive; reaction efficiency is very high, over-injection volume is very small, and undetectable emissions can be achieved; denitration catalyst poisoning is effectively suppressed; flexibility is high, and it can be adapted to the most stringent emission indicators at any time.
Sodium bicarbonate (baking soda, NaHCO3) can be used as an adsorbent for flue gas desulfurization. It removes acidic pollutants in flue gas through chemical adsorption. At the same time, it can also remove some inorganic and organic trace substances through physical adsorption. In this process, sodium bicarbonate fine powder is directly sprayed into the high-temperature flue gas of 140 to 250°C.
In the flue gas pipe, the desulfurizer - baking soda (NaHCO3) - is activated under the action of high-temperature flue gas, forming a microporous structure on the surface, just like popcorn being popped. The flue gas in the flue fully contacts the activated desulfurization agent to undergo a chemical reaction. , SO2 and other acidic media in the flue gas are absorbed and purified, and the desulfurized and dried Na2SO4 by-product enters the bag dust collector with the air flow and is captured.
The newly generated sodium carbonate Na2CO3 is highly reactive at the moment of generation and can spontaneously undergo the following reactions with acidic pollutants in flue gas:
Main reactions:
2NaHCO3(s)→Na2CO3(s)+H2O(g)+CO2(g)
SO2(g)+Na2CO3(s)+1/2O2→Na2SO4(s)+CO2(g)
Side reactions:
SO3(g)+Na2CO3(s)→Na2SO4(s)+CO2(g)
5 major types of surface modification methods for silica
At present, the industrial production of silica is mainly based on precipitation method. The surface of the produced silica contains a large number of polar groups such as hydroxyl groups, which makes it easy to absorb water molecules, has poor dispersion, and is prone to secondary aggregation. problems, thus affecting the industrial application effect of silica. Therefore, most silica needs surface modification treatment before industrial application to improve its industrial application performance.
At this stage, chemical surface modification of silica mainly includes surface graft modification, coupling agent modification, ionic liquid modification, macromolecular interface modification and combined modification, etc. Although each modification process has its own advantages. and characteristics, but currently in industrial applications it is mainly based on coupling agent modification.
The principle of the surface graft modification method is to graft a macromolecular polymer with the same properties as the matrix polymer (such as rubber) on the surface of silica through chemical grafting. On the one hand, it can enhance the interaction between the particles and the matrix. And change the polarity of the particle surface, on the other hand, it can also improve the dispersion of silica itself. It is suitable for grafting polymers with smaller molecular weights. The conditions for grafting polymers with higher molecular weights are harsh.
2. Modification of silica coupling agent
The principle of coupling agent modification is to use some functional groups on the coupling agent to react chemically with the hydroxyl groups on the surface of silica black, thereby changing the group structure and distribution on the surface of silica black to improve compatibility with the matrix. and its own dispersion. Coupling agent modification has the advantages of good modification effect and high reaction controllability, and is currently one of the most widely used modification methods.
3. Silica black ionic liquid modification
Ionic liquids, also called room temperature ionic liquids, are molten salts composed of organic cations and organic or inorganic anions, which are liquid below 100°C. Ionic liquid modification uses ionic liquid modifiers instead of traditional organic phase modifiers to modify silica. Compared with traditional organic phase modifiers, ionic liquid phases are liquid at room temperature, have strong conductivity, and have high stability. It has the advantages of good solubility, non-volatility and low pollution, which is more in line with the requirements of green production, but the modification effect is poor.
4. Interface modification of white carbon black macromolecules
The modifier used in macromolecular interface modification is a macromolecular polymer containing polar groups. During the modification reaction with silica particles, the molecular backbone of the macromolecular interface modifier can be introduced into It has more polar epoxy groups while maintaining the basic main chain structure, thereby improving the compatibility between the silica particles and the matrix and achieving better interface modification effect. This method can synergistically reinforce the matrix with the coupling agent, but the reinforcing effect is low when used alone.
5. White carbon black combined with modification
Combining modification is to modify the combination of silica and other materials, combining their respective advantages to improve the overall performance of rubber products. This method can combine the advantages of two modifiers to enhance the comprehensive performance of the matrix, but the modification effect is closely related to the modifier ratio.
For example, carbon black and silica are both good reinforcing agents in the rubber industry. Carbon black is one of the most commonly used reinforcing agents in the rubber industry. The special structure of carbon black can enhance the tensile and tear strength of rubber materials and Improve its wear resistance, cold resistance and other properties; as a reinforcing agent, white carbon black can significantly improve the rolling resistance and wet slip resistance of rubber products, but its effect alone is not as good as carbon black. A large number of studies have shown that the use of carbon black and silica as reinforcing agents can combine the advantages of both to improve the overall performance of rubber products.
Characteristics And Economic Uses Of Dolomite Mineral
Dolomite crystal is a carbonate mineral of the trigonal crystal system. Its chemical composition is CaMg(CO3)2, often with iron, manganese and other similar isomorphs (instead of magnesium). When the number of iron or manganese atoms exceeds that of magnesium, it is called ankerite or manganese dolomite. Trigonal crystal system, the crystal is rhombohedral, the crystal face is often bent into a saddle shape, and laminated twin crystals are common. The aggregates are usually granular. It is white when pure; gray when containing iron; brown after weathering. Glass luster. It is the main mineral that makes up dolomite. Dolomite originating from marine sedimentation is often interbedded with siderite layers and limestone layers. In lacustrine sediments, dolomite coexists with gypsum, anhydrite, halite, potassium halite, etc.
The word Dolomite is mainly used to commemorate DOLOMIEU (1750~1843), a French chemist. Dolomite is a trigonal crystal system with a chemical composition of CaMg(CO3)2. It is mainly a mineral composed of calcium carbonate and magnesium carbonate (the ratio of CaCO3 to MgCO3 is approximately 1:1). It has complete cleavage and rhombohedral crystallization. . The colors are mostly white, gray, flesh-colored, colorless, green, brown, black, dark pink, etc., transparent to translucent, with glass luster, hardness 3.5-4, specific gravity 2.85-2.9. I remember when I went out to Hualien during my college days, I always couldn’t figure out how to distinguish between dolomite and marble on the beach. If you have a can of cold dilute hydrochloric acid nearby, you can do the trick. Massive dolomite is not prone to bubbles when exposed to cold dilute hydrochloric acid, while marble will immediately emit many tiny bubbles.
Dolomite can be used as the refractory inner layer of reformer furnaces used in steelmaking, slag-forming agents, cement raw materials, glass fluxes, kilns, fertilizers, construction and decorative stones, paints, pesticides and medicines, etc. It can be used in the fields of building materials, ceramics, glass and refractory materials, chemical industry, agriculture, environmental protection, energy saving and other fields.
Dolomite bricks are refractory products made of calcined dolomite sand. It usually contains more than 40% of calcium oxide (CaO), more than 35% of magnesium oxide (MgO), and also contains a small amount of silicon oxide (SiO2), aluminum oxide (Al2O3), ferric oxide (Fe2O3) and other impurities. The CaO/MgO ratio of natural dolomite fluctuates greatly. If the CaO/MgO ratio in the brick is less than 1.39, it is called a magnesia dolomite brick. According to the production process, dolomite bricks can be divided into: tar (asphalt) combined unburned bricks, light burned oil-immersed bricks and fired oil-immersed bricks. Dolomite bricks contain free CaO, which is prone to hydration and cracking in the air and is not suitable for long-term storage.
China's converter lining mainly uses tar-bonded dolomite bricks and tar-bonded magnesia dolomite bricks. Some factories use light-burned oil-impregnated and fired oil-impregnated magnesia dolomite bricks in vulnerable parts. Converters in countries such as Western Europe and Japan mainly use tar combined with heat-treated and fired oil-impregnated dolomite bricks and magnesia dolomite bricks. In addition, fired oil-impregnated magnesia dolomite bricks are also used as linings for some external refining furnaces.