
Comprehensive Utilization Technology of Waste Residue Containing Calcium and Magnesium
Generally speaking, calcium-magnesium type waste refers to the industrial waste in which the content of calcium compound or magnesium compound ranks first among all components in waste residue, or the sum of calcium compound and magnesium compound content accounts for more than 50% of the total waste residue (dry basis). Common calcium-magnesium waste residues include calcium carbide slag, alkali slag, phosphorus tailings, lime milk saponification waste residue, etc.
1. Ca(OH)2 type waste residue
Taking dry-process calcium carbide slag powder as an example, high-purity light calcium carbonate products and insoluble neutral residues are respectively obtained through successive steps such as digestion and leaching, filtration and washing, filtrate CO2 carbonization, and drying and grinding. Yan Xin et al. proposed to use limestone to produce calcium carbide as the leader, use calcium carbide slag and industrially surplus CO2 as raw materials, and realize the joint production of acetylene, food-grade light calcium carbonate and cement. The process achieves the purpose of "eat dry and squeeze out" the calcium element in limestone.
2. High magnesium Ca(OH)2 type waste residue
Saponification waste residue contains both CaCO3 and Ca(OH)2, and is rich in Mg(OH)2, which can be classified as high-magnesium Ca(OH)2 waste residue, and its full and comprehensive utilization process is relatively complicated. Transfer the saponification waste residue to the digestion and extraction device, and carry out sufficient stirring, digestion reaction, NH4Cl leaching reaction, and filtration separation at a certain temperature; the obtained leaching solution is transferred to the carbonization device for CO2 carbonization reaction I, and the reaction temperature and pH are controlled , after filtering, washing and drying, light calcium carbonate is obtained, and the filtrate is circulated for leaching reaction. Add appropriate amount of water to the filter residue after leaching and fully stir, then pass CO2 to carry out carbonization reaction II, filter and separate after carbonization reaction II, the obtained filtrate is magnesium bicarbonate solution, magnesium bicarbonate solution can be directly evaporated and decomposed to obtain MgCO3 product, the obtained filter residue It is an insoluble neutral residue.
The saponification waste residue can be separated and recovered into high-purity light calcium carbonate through digestion and leaching, CO2 carbonization reaction I, CO2 carbonization reaction II, thermal decomposition, multiple filtration separation and other chemical reactions and filtration separation and other unit operations. , MgCO3 two new chemical materials and insoluble neutral residue, so that the saponification waste residue can be fully utilized comprehensively, while consuming a large amount of CO2, to achieve zero discharge of three wastes, it is a new technology and breakthrough completely different from the existing comprehensive utilization of saponification waste residue, Its social benefit, environmental benefit and economic benefit are very obvious.
3. High magnesium CaCO3 waste residue
Phosphorus tailings powder undergoes five-step reactions including calcination reaction, digestion and leaching reaction, leaching liquid carbonization reaction I, leaching slag carbonization reaction II, carbonation reaction II filtrate ammonification reaction, etc. After repeated filtration and separation, drying and grinding and other physical After unit operation, three products including food-grade light calcium carbonate, Mg(OH)2 and phosphorous concentrate can be obtained respectively.
After a large amount of CaCO3 and MgCO3 in the phosphorus tailings are separated, they become food-grade light calcium carbonate and Mg(OH)2 products respectively. The residue is phosphorus concentrate with a P2O5 mass fraction of more than 30%. The whole separation process has obtained 3 A product with high added value, so that the phosphorus tailings have been fully and comprehensively utilized.
4. Benefit analysis of waste residue comprehensive utilization
Experiments have proved that the mass fraction of CaCO3 in the product can reach 99.9%, and the content of harmful elements such as cadmium, arsenic, lead, and mercury is far below the national standard for food-grade light calcium carbonate or cannot be detected. It can be seen that this high-purity, High whiteness light calcium carbonate can be completely used as electronic grade calcium carbonate and food grade calcium carbonate, its value will be 2~3 times the price of ordinary light calcium carbonate, and its economic benefits, environmental benefits and social benefits can be expected to be quite Considerable.
7 types of calcium carbonate commonly used in the paper industry
The paper industry is one of the largest markets for calcium carbonate. As an important paper-making filler and coating pigment, calcium carbonate is rich in sources and cheap in price; fine particles and high whiteness can significantly improve the opacity of paper; fast ink absorption speed can increase Ink absorption of paper; it can make the paper softer, tighter and more glossy; it has little effect on the physical strength of the paper.
At present, the types of calcium carbonate commonly used in the paper industry mainly include heavy calcium carbonate, light calcium carbonate, nano calcium carbonate, mixed calcium carbonate, modified calcium carbonate, calcium carbonate whiskers, and slurry calcium carbonate.
1. Heavy calcium carbonate
Ground calcium carbonate is used as a paper filler, and the addition amount is relatively high, which has little effect on paper strength and sizing effect, and has good paper making performance. The disadvantage is that the whiteness and opacity of the paper are slightly poor, and a dispersant needs to be added.
Ground calcium carbonate is mainly used as a filler in printing paper, writing paper, office paper and advertising paper other than cigarette paper, filter paper and special low-quantity information paper.
2. Light calcium carbonate
As a paper filler, light calcium carbonate can make the paper have high opacity, low wear on the paper machine, and no need to add dispersant. The disadvantage is that the specific surface area is large, which will damage the sizing effect; the water retention is strong, which is not conducive to the increase of the speed of the paper machine.
3. Nano calcium carbonate
After adding nano-calcium carbonate fillers in the papermaking process, the paper has the following characteristics: it can slow down the aging of the paper, so that the paper can be stored for a longer time; it can make the paper absorb a certain amount of ultraviolet rays; it makes the paper not easy to yellow or fade Brittle, and has good isolation properties, etc.
As a paper-making filler, nano-calcium carbonate is generally used in the production of special paper products, such as diapers, sanitary napkins, color-jet printing paper, paper towels and breathable films.
4. Mixed calcium carbonate
Mixed calcium carbonate (HCC) is to use ionic polymer to prepare the mixture of ground calcium carbonate and calcium oxide into pre-agglomerates, and then treat the pre-agglomerates with carbon dioxide to form new calcium carbonate between GCC and finally form carbonic acid calcium products. The post-mixed calcium carbonate preparation process is roughly the same as the HCC preparation process, except that the first aggregate is formed only from ground calcium carbonate, and after the ground calcium carbonate pre-agglomerate is prepared, the same amount of calcium oxide as the HCC process is added, and then carbon dioxide is injected. New calcium carbonate is formed on the outside of the first aggregate of GCC, and the final calcium carbonate product is post-mixed calcium carbonate (PostHCC or pHCC).
5. Modified calcium carbonate
Surface modification of calcium carbonate can endow calcium carbonate with excellent physical and chemical properties. For example, chitosan was used to modify the organic coating of precipitated calcium carbonate (PCC) by alkali precipitation method. After modification, the water filtration performance of the filled slurry was slightly improved, and the solubility also changed. The tensile index of the paper is significantly improved.
6. Calcium carbonate whiskers
Calcium carbonate whiskers belong to the aragonite calcium carbonate crystal structure, have high elastic modulus, heat resistance, wear resistance and heat insulation and other good properties, and have the whisker material with large aspect ratio, short fiber and small diameter ( Micron level) and high strength characteristics.
7. Slurry calcium carbonate
Practice has proved that the use of slurry calcium carbonate has more powerful advantages than solid calcium. On the one hand, the slurry calcium has not gone through the drying process, that is, without mechanical friction and collision, and fully retains the naturally formed crystal form, and the shape and size tend to be more consistent. On the other hand, the calcium slurry has not undergone mechanical friction and collision, and the crystal debris is less, and the end of the crystal form retains the original blunt state, and there is almost no damage.
Heavy calcium carbonate, light calcium carbonate, nano-calcium carbonate, mixed calcium carbonate, active calcium carbonate, calcium carbonate whiskers, etc. have their own advantages as paper-making fillers. Therefore, the choice of calcium carbonate should be determined according to the actual paper production process requirements. Certainly.

Calcium hydroxide production method and its application in food field
Calcium hydroxide, also known as slaked lime or slaked lime, is generally in the form of powder, with a wide range of raw materials and low cost. It is widely used in food, medicine, chemical industry, drinking water treatment and other fields.
Calcium Hydroxide Production Method
Calcium hydroxide is obtained by the chemical reaction of calcium oxide and water. The raw limestone is cleaned and calcined at high temperature to obtain quicklime (calcium oxide). There are two processes for producing calcium hydroxide from quicklime: dry method and wet method.
Dry production of calcium hydroxide is a common processing method at present. It can realize automatic production, the production process is environmentally friendly, the output is large, the quality is stable, the calcium hydroxide produced has no impurities, and has good activity. It has gradually become the mainstream processing technology.
Calcium hydroxide products produced by dry process are more widely used than milky calcium hydroxide, mainly used in chemical industry, environmental protection, construction, food, medical and other fields, and storage and transportation are also more convenient.
Application of Calcium Hydroxide in Food Field
(1) Calcium
There are nearly 200 kinds of calcium preparations on the market, including calcium carbonate, calcium citrate, calcium lactate, and calcium gluconate. Calcium hydroxide is widely used as a raw material in the calcium production industry, among which calcium gluconate is common.
(2) milk powder
Calcium hydroxide, as an acidity regulator, can be used in milk powder (including sweetened milk powder), cream milk powder and its modulation products, infant formula food, and the usage amount is appropriate according to production needs.
(3) Rice tofu and ice jelly noodles
Use soaked rice, add water, grind into rice milk, add slaked lime water, stir evenly, heat, and stir until the rice milk is cooked and becomes thick. Pour the boiled rice milk into the mould, and after it is completely cooled, it can be cut into small pieces with a knife, and the rice tofu is made.
(4) Preserved eggs
Slaked lime, soda ash and plant ash are used as raw materials to make a paste and wrap it on the surface of the egg. After a period of time, it becomes a preserved egg that can be eaten directly through chemical action. When the protein encounters a strong alkali, it will gradually become clear water. If the alkaline solution continues to enter the egg through the semi-permeable membrane, the alkalinity will continue to increase, and the basic protein molecules will begin to polymerize and the viscosity will gradually increase, turning into a gel and forming preserved eggs. If the alkali is excessive, it will be detrimental to the quality of preserved eggs.
(5) Konjac food
There is a history of 2,000 years in the folk production and use of konjac gel food in our country. The production method is to add 30-50 times the amount of water to konjac powder, stir it into a paste, add 5%-7% calcium hydroxide of konjac powder, mix and solidify And get.
(6) Sugar production
In the process of sugar making, calcium hydroxide is used to neutralize the acid in the syrup, and then carbon dioxide is introduced to make the remaining calcium hydroxide precipitate and filter out, so as to reduce the sour taste of sugar. It can also combine with sucrose to form sucrose salt, so it can be used for molasses desugaring or sugar refining.
(7) Others
Calcium hydroxide is used as a buffer, neutralizer, and curing agent for beer, cheese, and cocoa products. Because of its pH adjustment and coagulation functions, it can also be used in the synthesis of medicine, food additives, high-tech biomaterial HA, feed additive VC phosphate, and calcium naphthenate, calcium lactate, calcium citrate, and Additives for sugar industry, water treatment and synthesis of other high-grade organic chemicals. It is helpful to prepare acidity regulators and calcium sources such as edible meat semi-products, konjac products, beverage products, and medical enemas.

Introduction and application of non-metallic powder - mica powder
Mica is a general term for mica group minerals. It is an aluminosilicate of metals such as potassium, magnesium, iron, and lithium. The structure is all layered. From the perspective of formation, it can be divided into two types: natural mica and artificial mica. Natural mica mines mainly include biotite, phlogopite, muscovite, lepidolite, sericite, green mica, iron lepidolite, etc. Muscovite, sericite, phlogopite and lepidolite are the most widely used in industry. Synthetic mica is a component that people imitate mica. Metal oxides are mixed according to a certain proportion and then melted at high temperature. During the cooling process, they recrystallize to form pure mica crystals.
1. Muscovite
Muscovite is the most used in industry. Ultrafine mica powder can be used as functional fillers in plastics, paints, paints, rubbers, etc., which can improve their mechanical strength, enhance toughness, adhesion, anti-aging and corrosion resistance. In the industry, it is mainly used for its insulation and heat resistance, as well as acid resistance, alkali resistance, compression resistance and peeling properties, and is used as an insulating material for electrical equipment and electrical equipment; secondly, it is used to manufacture steam boilers and furnaces for smelting furnaces Windows and mechanical parts. Mica chips and mica powder can be processed into mica paper, and can also replace mica sheets to produce various insulating materials with low cost and uniform thickness.
2. Sericite
The mineral aggregates of sericite are rose, flesh red, gray green, light gray purple, gray-dark gray and so on. But the powder is all white. When iron enters the lattice, the powder is white with gray, and the whiteness decreases accordingly. Sericite is in the form of fine scales (generally <0.01mm) and has a distinct slippery feel. Sericite has a strong silk luster, transparent to translucent. It has moderate light transmittance and covering rate, and has the ability to reflect ultraviolet rays. The above properties determine the uniqueness of sericite application. Because sericite is generally in the shape of small scales, it is widely used in the coating industry, paper industry, daily chemical industry and rubber and plastic industry.
3. Phlogopite
Natural phlogopite has dark phlogopite and light phlogopite. Phlogopite is characterized by complete cleavage of the mica, a yellow-brown color and golden-like reflections. It is widely used in building material industry, fire protection industry, fire extinguishing agent, welding rod, plastic, electrical insulation, paper making, asphalt paper, rubber, pearlescent pigment and other chemical industries.
4. Synthetic mica
Synthetic mica, also known as fluorine phlogopite, is made by imitating the composition and structure of natural mica and using quartz and other raw materials through high temperature melting and constant temperature crystallization. Compared with natural mica, synthetic mica is less restricted by natural resource conditions, its structure is similar to natural mica, and its purity, transparency, insulation and high temperature resistance are better than natural mica, so it can be completely used in some industrial applications. Replacing or even surpassing natural mica, it has strong vitality and development prospects. It is a new material of artificially synthesized flaky non-metallic crystals with strategic significance. The current main purpose of synthetic mica is to crush mica into mica powder of various particle sizes. Its application industries include coatings, rubber, plastics, mica paper, mica ceramics, special synthetic wave-absorbing materials, synthetic mica electric heating plates, machinable ceramics and Synthetic mica pearlescent pigments and other applications.
Advantages of dry grinding
1. The production process is simple, without excessive equipment and long production lines;
2. No need for water and heat energy, less energy demand;
3. Compared with the wet method, the price of the final product is low, and the cost performance is higher for some less demanding filler grade products;
4. The production efficiency is relatively higher than that of the wet method.
Why do you need a superfine pulverizer for the pre-processing process of pulverization?
Nowadays, many materials need to be presented in different forms according to the way people use them. For example, Chinese medicinal materials, users need to make them into pellets, crush them into powders, and so on. The premise of completing these steps requires stainless steel pulverizers as the basis for their pre-processing procedures. The stainless steel pulverizer needs to crush these large pieces of materials into small pieces first, and then grind them into powder or make pills according to the demand. Why can't it just be ground into powder with a grinder? Do you need to buy another ultrafine pulverizer?
The significance of the ultrafine pulverizer lies in:
First, let the material be ground into powder more quickly and effectively. First use a coarse crusher to crush those odd-shaped, bulky materials into small pieces. For secondary crushing, the ultrafine pulverizer is much easier and more convenient, and the powder produced is more delicate, and the output is increased at the same time.
Second, maintain the use of the pulverizer. Preventing the pulverizer from directly pulverizing those materials with large hardness, large diameter and heavy viscosity protects the pulverizer to a certain extent.
Third, dedust the material. The ultrafine grinder is equipped with a dust removal device, which can remove dust from the materials in the crushing process within a certain range, effectively improving the working environment.
What Materials Can Jet Milling Grind?
Any crystalline or brittle powder can be ground in a jet mill. Wet materials can also be quickly dried and ground simultaneously using heated air or superheated steam.
What are the characteristics of jet milling products?
One of the most important characteristics of jet milled products is the dramatic increase in surface area. When reduced to 5 microns, a 30-mesh product has a 1,643,000-fold increase in particle count and a 118-fold increase in surface area. This shortens the reaction time of the chemicals. Drug potency is increased by increasing surface area, so a lower dose of drug is required to do the same job. Medications for people with asthma need to go deep into the lungs, and the particles in the medicine, which are made up of very fine particles, travel even deeper. A jet mill grinds a drug powder fine enough to pass through a hypodermic needle. Fillers and extenders such as clay and silica products are precisely ground for use in fine paper and plastic products. Jetmilled pesticides, herbicides and other plant-related products will use fewer active ingredients to cover a greater surface area, reducing costs.

Medical ultrafine grinding equipment - jet mill
The micronization of raw materials can significantly improve the solubility of poorly soluble drugs, and the dissolution rate of solid preparations prepared from ultrafine powdered poorly soluble drugs can meet the requirements of domestic consistency evaluation. The jet mill is one of the most important components in the ultrafine pulverization equipment, which can pulverize the material to a few micron powder. Jet mill, also known as jet mill or flow energy mill, uses high-speed airflow or superheated steam to collide, grind and shear materials to crush them.
The working principle of jet mill in the process of powder preparation
After compressed air or inert gas is pressurized in the nozzle, the injection force of high-speed elastic fluid is used to make strong impact, shear, collision and friction between particles, gas and particles, particles and wall and other components. And so on. At the same time, under the action of the centrifugal force of the airflow rotation, or combined with a classifier, the coarse and fine particles are classified to achieve ultrafine pulverization.
(1) Flat jet mill
The flat jet mill is also called the disc jet mill. The working principle of this type of equipment is that the compressed air enters the air distribution chamber through the inlet, which will generate negative pressure, and the material enters the mixing chamber, and then is sprayed into the crushing chamber by the high-speed airflow ejected from the nozzle. room. The radial direction of the nozzle and the crushing chamber has a certain angle, so the material rotates at a very high speed under the high-speed airflow ejected from the nozzle, and performs circular motion. The materials collide with each other, and the inner wall of the crushing chamber collides, grinds, etc., so the materials are crushed. Coarse materials that do not meet the requirements are thrown to the wall to continue crushing under the action of centrifugal force, and fine powder enters the collection system of the jet mill from the outlet pipe of the crusher to collect the crushed products.

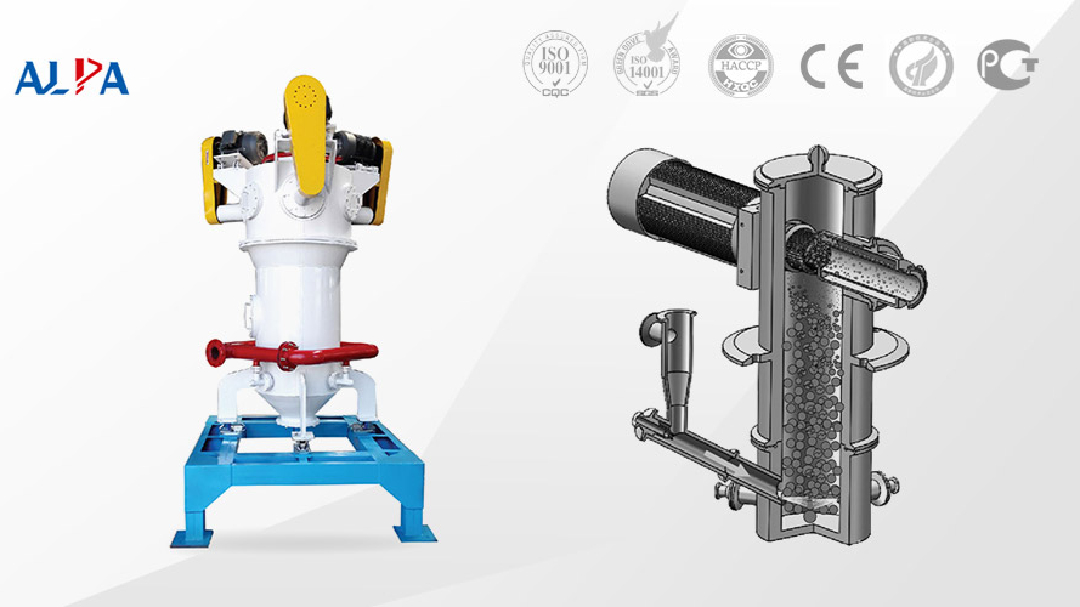
(2) Fluidized bed (counter-spray) jet mill
Fluidized bed (opposite jet) jet mill is a newer jet mill. The working principle of the fluidized bed counter-jet jet mill is that the air flow passes through a group of nozzles (number > 2) to form a counter-jet flow field in the mill, and the material is fluidized. The materials in the jet mill will have strong collision, friction and impact between the particles at the intersection point of the nozzle jet, and then be crushed. The pulverized powder passes through the classifier under the action of negative pressure, and the products that meet the requirements are collected by the cyclone separator and dust collector, while the coarser particles that do not meet the requirements are returned to the crushing area for pulverization under the influence of gravity.

The characteristics of jet mill for medicine grinding
1. The particle size distribution range is narrow, and the average particle size is fine
Through the high-pressure airflow pulverization process and the centrifugal force of the airflow rotation of the precision classifier, automatic classification of different particle sizes is realized. The particle size distribution of the obtained products is narrow, the average particle size is fine, and the D50 particle size is between 5 and 10 μm.
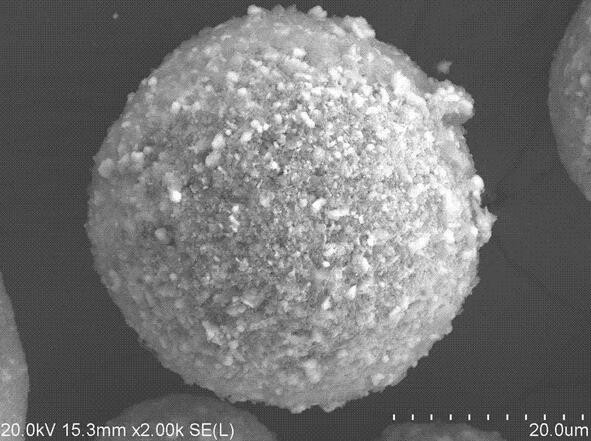
2. Powder shape is good, product purity is high
The appearance of the powder produced by the jet mill is spherical, the surface of the particles is smooth, the shape is regular, the dispersion is good, the mechanical wear is small during the crushing process, and the product purity is high.
3.Suitable for low melting point and thermosensitive drugs
The jet pulverizer is powered by compressed air, and the high-speed jet pneumatically produces the Joule Thomson effect. The pneumatically adiabatic collision at the nozzle reduces the temperature of the crushing system and offsets the heat generated by drug collision and friction.
4. Good sealing, no pollution
Due to the good sealing performance of the jet mill, the product yield is high; the whole crushing process is carried out under negative pressure, without leakage, no pollution to the environment, and can be operated aseptically.
5. Crushing-mixing-drying online operation
The jet mill can realize online operations such as crushing, mixing, and drying, and can also simultaneously modify drug powder. For example, some drugs are sprayed into a liquid during pulverization, covering and modifying the particles.
The jet mill has become the first choice for the development of various high-performance micro-powder materials.
Ceramic impact pulverizer, pollution-free production of ultra-fine powder

For traditional mechanical crushing, it is generally a process of crushing materials by mechanically applying forces such as shearing, extrusion, impact, and grinding. The crushed materials need to be in direct contact with grinding bodies or grinding media, while traditional grinding bodies are mostly made of various metal materials, and it is inevitable to introduce metal impurities due to abrasion. Therefore, the application of mechanical pulverizers is greatly limited in fields such as lithium batteries, medicines, health products, and food that require pollution-free pulverization.
If you want to use the mechanical mill in an industry without magnetic pollution, it is necessary in the design of the crushing machine. The part in contact with the material during the crushing process must be a ceramic structural part. Shenfei Powder (Hangsheng Industry) has developed and produced a ceramic mechanical ultra-fine pulverizer according to the needs of customers during the research on the pulverization process of lithium battery materials. The feed particle size of this type of equipment is < 3 mm, and the product particle size can be adjusted from 5-100 μm. The whole set of equipment has high system integration, low fine powder rate, high yield, good particle shape, and strict control of large particles. It is deeply loved by lithium battery users.
The working principle of ceramic mechanical ultrafine pulverizer is that the material is evenly sent into the pulverization chamber by the feeding system, and is subjected to centrifugal force under the impact of the pulverization disc, collides with the pulverization ring gear, and is pulverized by various forces such as shearing, friction, and collision; the product moves to the classification area with the airflow, and is separated by the classification wheel controlled by frequency conversion.
At present, the ceramic mechanical ultrafine pulverizer developed and produced by alpa powder has 20 years of application experience in the lithium battery industry. This equipment is especially suitable for pulverizing materials with a particle size of more than 5 microns, and has the characteristics of high efficiency and energy saving. With the explosive growth of the lithium battery new energy industry in recent years, this equipment will become a powerful supplement for the application of jet milling equipment and sand mills in lithium battery materials. Customers can choose more economical and practical crushing processes and equipment according to their own requirements for material crushing and processing with diversified particle sizes.
Of course, in the crushing processing of medicine, health care products, food, chemical industry, etc. that require no magnetic pollution, the ceramic mechanical ultrafine grinder is also a very good choice.
Application and equipment selection of jet mill
In recent years, as the superior performance of ultrafine particles has been continuously affirmed, more and more researchers have begun to pay attention to the research work of fine powder manufacturing. As an important preparation method of ultrafine powder, jet milling technology has become one of the preferred methods for developing various high-performance micropowder materials.
The jet mill, also known as jet mill or flow energy mill, uses high-speed airflow to make the material collide with the impact parts, impact, shear and other effects to pulverize. The product obtained by pulverizing the material with a jet mill has uniform fineness, narrow particle size distribution, high purity, smooth particle surface, regular shape, and good dispersibility. During the crushing process, the material is less polluted, and even a pollution-free and sterile environment can be achieved, so it can be applied to ultra-fine crushing in fields such as food and medicine that are not allowed to be contaminated by foreign objects. The jet mill does not release a lot of heat during the crushing process, so it is more suitable for crushing materials with low melting point or heat sensitivity than other crushing equipment. The degree of automation in the production process is high and can be used for large-scale industrial production. Jet milling can also realize the joint operation of crushing and subsequent production steps. For example, the crushing and drying of materials can be realized at the same time, and the solution can also be sprayed during crushing to coat or modify the surface of the powder. But there are disadvantages such as large energy consumption.
Types of Jet Mills
Spiral Jet Mill
Spiral Jet Mill, also known as horizontal disc jet mill, is the earliest and most widely used jet mill in industry. It has the advantages of simple structure, convenient operation, self-grading, etc., but the impact kinetic energy of the equipment is not large, and the crushing strength is low. When processing materials with high hardness, the inner wall of the body will collide and rub violently with the inner wall of the grinding chamber due to the action of the material with the high-speed airflow, which will aggravate the pollution of the grinding chamber and cause certain pollution to the product. It is suitable for a wide range of materials, especially materials composed of various aggregates or aggregates.
Counter-jet jet mill
Counter-jet jet mill, also known as counter-jet jet mill and reverse jet mill, is a kind of equipment with high energy utilization rate. Since the crushing process mainly relies on the high-speed collision between particles, it can effectively avoid the wear of the impacting parts by the high-speed airflow, and at the same time improve the problem of material contamination, and the product particle size is finer; but the equipment occupies a large area, high energy consumption, and wide particle size distribution. It is often used to crush hard, brittle and viscous materials.
Fluidized bed jet mill
Fluidized bed jet mill is a new type of jet mill, which has the advantages of narrow particle size distribution, high crushing efficiency, low energy consumption, less product pollution, and less wear and tear of accessories, but the cost of equipment is relatively high. Since the material needs to be treated in a fluidized state before it can be collided and crushed by the air stream, the fluidized bed jet mill usually requires the crushed material to have sufficient fineness, and the requirement for high-density materials is more obvious. It is often used for superfine crushing, dispersing and shaping of materials in synthetic resin, phenolic resin, medicine, cosmetics, advanced ceramics, magnetic powder, battery materials and other industries.
In the future, the mainstream development trend of ultra-fine jet milling equipment will be mainly manifested in increasing the output of a single machine and reducing energy consumption per unit of product; improving product fineness and strengthening the crushing limit of equipment; online regulation of product fineness and particle size distribution, etc.
14 methods of surface coating treatment of ultrafine powder
Ultrafine powder usually refers to particles with a particle size of micron or nanometer. Compared with bulk conventional materials, it has larger specific surface area, surface activity and higher surface energy, so it exhibits excellent optical, thermal, electrical, magnetic, catalytic and other properties. As a functional material, ultrafine powder has been extensively studied in recent years, and has been more and more widely used in various fields of national economic development.
1. Mechanical mixing method. Using extrusion, impact, shearing, friction and other mechanical forces, the modifier is evenly distributed on the outer surface of the powder particles, so that various components can penetrate and diffuse each other to form a coating.
2. Solid phase reaction method. Fully mix and grind several metal salts or metal oxides according to the formula, then calcinate, and directly obtain superfine coating powder through solid-state reaction.
3. Hydrothermal method. In a closed system of high temperature and high pressure, water is used as a medium to obtain a special physical and chemical environment that cannot be obtained under normal pressure conditions, so that the reaction precursor is fully dissolved and reaches a certain degree of supersaturation, thereby forming growth elements, and then Nucleation and crystallization make composite powder.
4. Sol-gel method. First, the modifier precursor is dissolved in water (or organic solvent) to form a uniform solution, and the solute and the solvent undergo hydrolysis or alcoholysis to obtain the modifier (or its precursor) sol; then the pretreated coated particles Uniformly mixed with the sol, so that the particles are uniformly dispersed in the sol, the sol is transformed into a gel after treatment, and calcined at a high temperature to obtain a powder coated with a modifier on the outer surface, thereby realizing the surface modification of the powder.
5. Precipitation method. Add a precipitant to the solution containing powder particles, or add a substance that can trigger the formation of a precipitant in the reaction system, so that the modified ions undergo a precipitation reaction and precipitate on the surface of the particles, thereby coating the particles.
6. Heterogeneous coagulation method (also known as "miscellaneous flocculation method"). A method based on the principle that particles with opposite charges on the surface can attract each other and agglomerate. If the diameter of one type of particle is much smaller than the diameter of another charged particle, then during the agglomeration process, the small particle will adsorb on the outer surface of the large particle to form a coating.
7. Microemulsion coating method. First, the micro-water core provided by W/O (water-in-oil) microemulsion is used to prepare the ultrafine powder to be coated, and then the powder is coated and modified by microemulsion polymerization.
8. Non-uniform nucleation method. According to the LAMER crystallization process theory, the coating layer is formed by using the heterogeneous nucleation and growth of modifier particles on the coated particle matrix.
9. Electroless plating method. It refers to the process of metal precipitation by chemical method without external current, including displacement method, contact plating method and reduction method.
10. Supercritical fluid method. It is a new technology still under study. In supercritical conditions, reducing the pressure can lead to supersaturation, and high supersaturation rates can be achieved, allowing solid solutes to crystallize out of supercritical solutions.
11. Chemical vapor deposition method. At a relatively high temperature, the mixed gas interacts with the surface of the substrate, decomposing some components in the mixed gas, and forming a metal or compound coating on the substrate.
12. High energy method. The method of coating nanoparticles by using infrared rays, ultraviolet rays, γ-rays, corona discharge, plasma, etc., is collectively referred to as high-energy methods. The high-energy method usually uses some substances with active functional groups to achieve coating on the surface of nanoparticles under the action of high-energy particles.
13. Spray pyrolysis method. The process principle is to spray the mixed solution of several salts containing the required positive ions into mist, and send it into the reaction chamber heated to the set temperature, and generate fine composite powder particles through the reaction.

What are the classification techniques for ultrafine powders?
Ultrafine powder is not only the basis for preparing structural materials, but also a material with special functions. field is required. With the application of ultra-fine powder in modern industry more and more widely, the position of powder classification technology in powder processing becomes more and more important.
1. The meaning of classification
In the pulverization process, only a part of the powder usually meets the particle size requirements. If the products that have reached the requirements are not separated in time, and then pulverized together with the products that do not meet the particle size requirements, it will cause energy waste and over-crushing of some products.
In addition, after the particles are refined to a certain extent, the phenomenon of crushing and agglomeration will appear, and even the crushing process will deteriorate due to the larger particle agglomeration. For this reason, in the process of ultrafine powder preparation, it is necessary to classify the product. On the one hand, the particle size of the product is controlled to be within the required distribution range; Then crush to improve the crushing efficiency and reduce energy consumption.
With the improvement of the required powder fineness and the increase of output, the difficulty of classification technology is getting higher and higher. The problem of powder classification has become the key to restrict the development of powder technology, and it is one of the most important basic technologies in powder technology. one. Therefore, the research on ultrafine powder classification technology and equipment is very necessary.
2. The principle of classification
Classification in a broad sense is to divide the particles into several different parts by using the different characteristics of particle size, density, color, shape, chemical composition, magnetism, and radioactivity. Classification in a narrow sense is based on the fact that particles of different particle sizes are subjected to centrifugal force, gravity, inertial force, etc. in the medium (usually air and water), resulting in different motion trajectories, so as to realize the classification of particles of different particle sizes.
3. Classification of classifiers
According to the medium used, it can be divided into dry classification (the medium is air) and wet classification (the medium is water or other liquids). The characteristic of dry classification is that air is used as fluid, which is relatively cheap and convenient, but it has two disadvantages. One is that it is easy to cause air pollution, and the other is that the classification accuracy is not high. Wet classification uses liquid as the classification medium, and there are many post-processing problems, that is, the classified powder needs to be dehydrated, dried, dispersed, and waste water treatment, etc., but it has the characteristics of high classification accuracy and no explosive dust.
According to whether it has moving parts, it can be divided into two categories:
(1) Static classifier: There are no moving parts in the classifier, such as gravity classifier, inertia classifier, cyclone separator, spiral airflow classifier and jet classifier, etc. This type of classifier has a simple structure, does not require power, and has low operating costs. The operation and maintenance are more convenient, but the classification accuracy is not high, so it is not suitable for precision classification.
(2) Dynamic classifier: There are moving parts in the classifier, mainly referring to various turbine classifiers. This type of classifier is complex in structure, requires power, and consumes a lot of energy, but it has high classification accuracy and is easy to adjust the particle size of the classifier. As long as the rotation speed of the impeller is adjusted, the cutting particle size of the classifier can be changed, which is suitable for precision classification.