Preparation Technology of Clay Mineral-Metal Composite Bactericidal Material
In the new bactericidal materials prepared based on clay minerals, clay minerals themselves are mainly used as carriers for bactericidal substances (such as metals, metal oxides, organic substances), and their bactericidal ability is still limited. Modified clay minerals prepared by various methods, and composites made of clay minerals and other materials can be used as new bactericidal materials to produce bactericidal effects on various bacteria.
Clay minerals can enhance the bactericidal ability through various modification methods (including thermal modification, acid modification, inorganic modification of metals or metal oxides, organic modification and composite modification, etc.). The surface area increases, the porosity and dispersion of minerals increase, and the overall thermal stability and mechanical strength of the material are improved. The clay minerals used to modify and prepare bactericidal materials are mainly montmorillonite, kaolinite, halloysite, and vermiculite, among which montmorillonite has outstanding cation exchange capacity, large interlayer domain, specific surface area and strong It is widely used because of its adsorption capacity.
Toxic metal ions and metal oxides can be inserted into the clay mineral layer or adsorbed on its surface to prepare a composite bactericidal material. The metal ions used in the research mainly include zinc, copper, and silver (among which silver is widely used), and the metal oxides include titanium oxide, zinc oxide, copper oxide, and ferrous oxide. Clay minerals and metals or metal oxides are mainly modified through interlayer cation exchange or mineral surface adsorption. The bactericidal mechanism of this type of composite bactericidal material is related to the toxicity of metals to cells or the free radicals generated.
Clay minerals loaded with metal ions have the advantages of slow release of metals, prolonging the sterilization time, and improving the stability of sterilization materials. The slow release of metals is related to the bonding ability between hydroxyl groups on the surface of clay minerals and metals. The increased specific surface area and porosity of clay minerals help to disperse nano-metal particles, improve the contact efficiency between nano-metals and bacteria, and improve the bactericidal effect. However, considering the toxicity of metal nanoparticles, their biological toxicity needs to be considered in specific applications. However, due to the slow release of metal ions in clay minerals, metals may continue to accumulate in the body and exhibit toxicity over time.

High value-added utilization of micro-silica fume
Micro-silica fume is the dust formed by Si and SiO gas generated during the production of ferrosilicon alloy and metal silicon in the submerged arc furnace, which is oxidized with air in the flue and condensed rapidly, also known as silica fume (or condensed silica fume). With the strengthening of environmental protection, the output of micro-silicon fume is increasing year by year. If it is directly discharged or dumped, it will cause environmental pollution and waste of resources. Therefore, how to resource and utilize these huge quantities of micro-silicon fume has become an urgent problem for ferrosilicon smelting enterprises. The problem.
Microsilica fume is a by-product of ferrosilicon and metal silicon smelting. It is widely used in metallurgical pellets, special concrete, special cement, refractory materials, chemical products and other fields due to its excellent and magical properties.
1. Characteristics of silica fume
The main chemical composition of micro-silica fume is SiO2, in which SiO2 mainly exists in non-crystalline phase (or amorphous SiO2), with a content of ≥80%, less impurity components, a specific surface area of 20-28㎡/g, and a particle size of less than 10μm Accounting for more than 80%, it has high chemical activity, is easy to react with alkali, and has the characteristics of light weight, high refractoriness and strong activity. It is widely used in construction, refractory materials, metallurgy, ceramics, chemical industry and other fields.
2. The hazards of silica fume
Microsilica dust is a kind of fine, light, and easily floating inhalable particles. If it is discharged directly, it will cause the dust to be difficult to settle.
Floating in the air, seriously affecting human health and the surrounding environment. Microsilica dust particles can directly enter the lungs after being inhaled by the human body, causing lung cancer and other dust diseases.
3. High value-added utilization of micro-silica fume
Generally speaking, the higher the grade of SiO2 in silica fume, the higher its added value.
(1) Used in concrete industry
Concrete mixed with silica fume has the characteristics of high strength, good adhesion and cohesion performance, and can increase the molding thickness. In water conservancy and hydropower projects such as long-span bridges and offshore oil drilling platforms, micro-silica fume-doped concrete can improve its anti-seepage, corrosion resistance and abrasion resistance. In the process of road construction, micro-silica fume can greatly improve the early strength and wear resistance of concrete.
(2) As a cement admixture
Microsilica fume is used as a blending material for the production of special cement. The special cement mixed with silica fume can be made into dense concrete whose strength is 2~3 times that of ordinary concrete. It has good wear resistance, corrosion resistance, impermeability, insulation, frost resistance and resistance to chloride ions. blocking performance, etc.
(3) Used in the refractory industry
Micro-silica dust has excellent properties such as high refractoriness, and is widely used in the refractory industry. It is mainly used to prepare high-temperature ceramics, ladle materials, high-temperature wear-resistant materials, breathable bricks, and refractory castables.
(4) Metallurgical pellets
In the metallurgical industry, most enterprises use micro-silicon fume as a return material. Using silica and micro-silica fume mixed pellets as the raw material for electric furnace reduction and smelting of silicon can achieve normal silicon recovery rate and constant energy consumption per unit product. Wet the silica fume with water and make a pellet to form a pellet of about 4cm, which can be directly reduced and smelted in an electric furnace without roasting or drying. The pellets can also be sintered at high temperature, there are no problems such as bursting during the sintering process, and the product sintered ore has high strength.
(5) Preparation of nano-silica (nano-SiO2)
(6) Preparation of metal silicon
(7) Preparation of high performance adsorbent
(8) Preparation of gel material
Since micro-silica fume can be calcined at high temperature or alkali-dissolved to prepare water glass, no matter whether micro-silica fume or water glass is used as the silicon source to prepare silica aerogel, high value-added utilization of micro-silica fume can be realized. Silica airgel prepared from silicon fume has high porosity, high strength, low density, good heat insulation performance, and non-toxic characteristics. It is expected to be widely used in aerospace, construction, medicine and other industries.
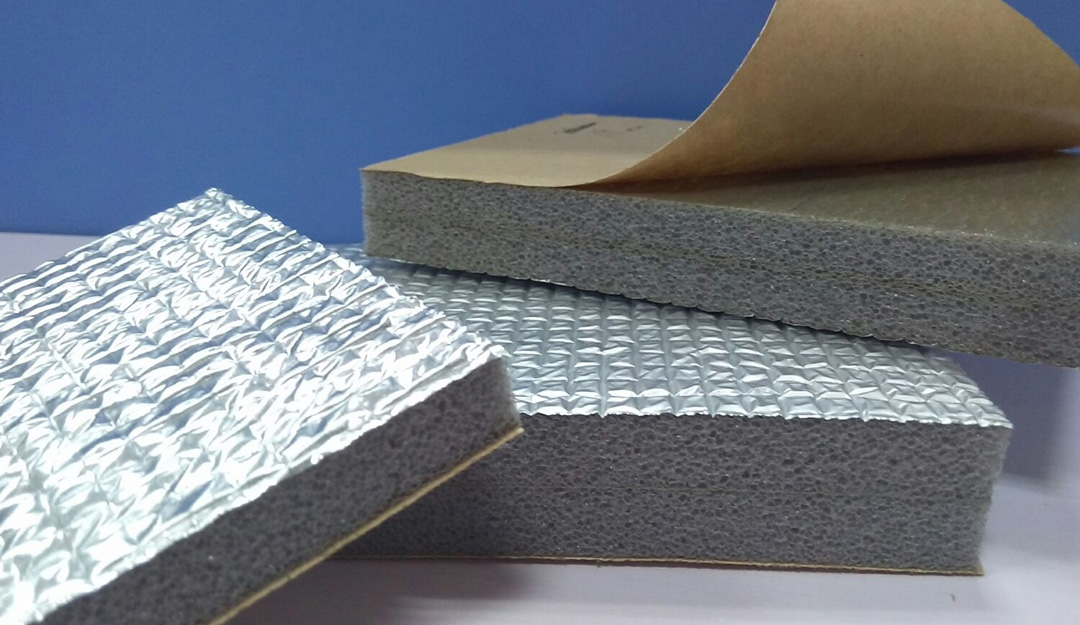
Which non-metallic minerals can be used for thermal insulation?
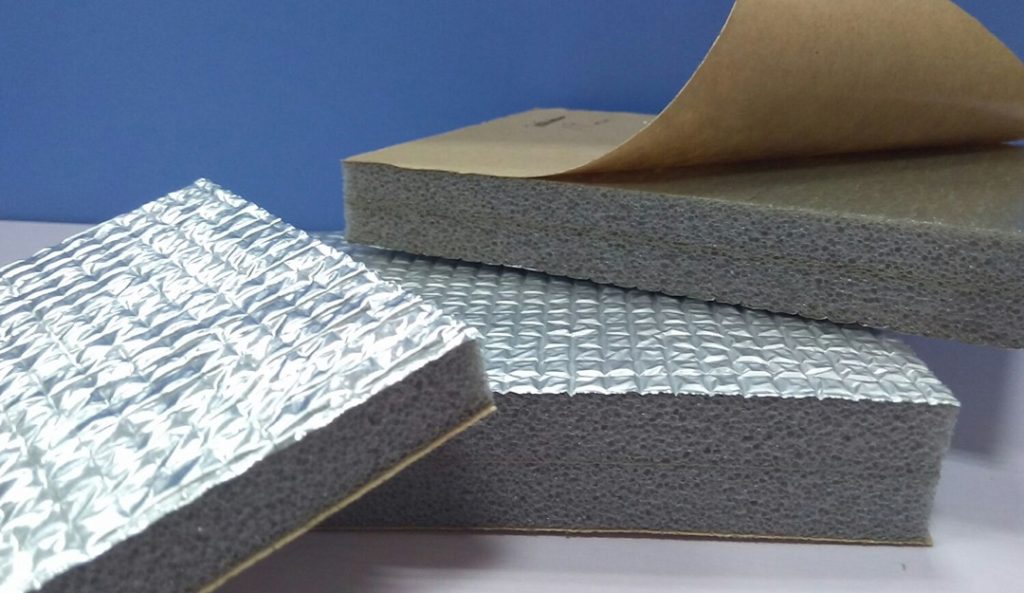
Thermal insulation materials are involved in both industrial facilities and civil buildings. Non-metallic minerals (things) or mineral materials with thermal insulation properties are an important class of inorganic thermal insulation materials, which can be widely used as thermal insulation for industrial facilities and civil buildings. To achieve the purpose of saving energy and reducing consumption and reducing carbon.
Many non-metallic minerals (materials) have excellent thermal insulation properties by themselves or after processing, and can be used as thermal insulation materials. Such as pumice (stone), porous basalt, diatomite, etc., which are light porous or honeycomb rocks, can be directly used as building wall insulation materials; and serpentine asbestos, sepiolite fiber and Fibrous minerals such as palygorskite fibers can be directly used as thermal insulation materials for industrial facilities and building walls; industrial vermiculite, perlite, shale, etc. can be prepared after high-temperature expansion treatment for expanded vermiculite, expanded perlite, Expanded shale, etc., and further processed into thermal insulation products such as insulation boards, pipes, and blocks.
Utilize serpentine asbestos, sepiolite fiber, palygorskite fiber, etc. can be made into velvet, yarn, thread, cloth, board, cotton felt, pipe, etc. and further processed into fiber insulation products or profiles; porous mineral materials For example, pumice, expanded vermiculite, expanded perlite, diatomaceous earth and gypsum are processed into porous insulation materials or profiles; foamed asbestos, expanded gypsum, expanded perlite and expanded vermiculite can be prepared through foaming treatment Porous foam material products; asbestos-diatomite composite coatings, sepiolite-based composite silicate thermal insulation materials, expanded pearl rock wool thermal insulation mortar or coatings and other composite thermal insulation materials or products can be prepared through composite processing.
Insulation materials have common characteristics such as low thermal conductivity, small bulk density, often loose and porous, and poor hygroscopicity. The heat conduction mechanism of non-metallic minerals (things) and mineral materials is different from that of metal materials. Metallic materials mainly rely on electron movement to transfer heat, while non-metallic minerals (objects) and mineral materials are usually dielectrics, and the transmission of heat energy mainly depends on lattice vibration. Non-metallic minerals (materials) and mineral materials and products used as thermal insulation materials usually have low thermal conductivity and porous characteristics, so they often have the functions of light weight, sound insulation and sound absorption, and flame retardant and fire prevention.
For example, the small interlayer space or cavity of expanded vermiculite and expanded perlite greatly reduces the thermal conductivity and loose density, and has good thermal insulation, heat insulation, insulation, flame retardant and other properties, and its chemical properties are stable. , and has antibacterial and weather resistance properties. Therefore, expanded vermiculite and expanded perlite products can be widely used as industrial and civil thermal insulation materials, etc., and meet the requirements of high temperature resistance in industrial engineering thermal insulation and energy saving, as well as the thermal insulation and durability requirements of almost all civil building heating facilities Wait. However, most organic thermal insulation materials still have relatively large limitations in terms of price, fire prevention and durability, and it is difficult to meet relevant requirements.
The production temperature of non-metallic mineral insulation materials and products is mostly normal temperature, even the expansion processing temperature of vermiculite or perlite is lower or far lower than 1200 °C. The production temperature of other commonly used inorganic non-metallic fiber materials, such as mineral wool, glass fiber, foam glass, etc., is as high as 1200-1450 °C.
Therefore, compared with other inorganic non-metallic thermal insulation materials, the thermal insulation properties of non-metallic minerals (things) and mineral materials not only have outstanding energy-saving and consumption-reducing effects in the production and processing process, but also their thermal insulation products play an important role in industrial and civil buildings. Extensive use can greatly reduce the energy dissipation of industrial and civil facilities, thereby achieving the purpose of energy saving and carbon reduction, which is of great significance for helping carbon emission reduction and carbon peaking.

Silica Market Demand Analysis

Silica has the characteristics of porosity, large specific surface area, and high chemical stability. It can be used as a reinforcing agent, adsorbent, and carrier in a wide range of fields. Among them, the precipitation method has low cost and large application volume, and is mainly used in tires, shoemaking, etc. The field of rubber industry accounts for about 70%. At present, domestic manufacturers have established layout. The high-end chemical, food, drug and cosmetics market is relatively fragmented due to large differences in product technology routes and process control.
The product cost of the precipitation method is lower and the application volume is larger
Due to the different production principles of precipitation method (liquid phase method) silica and fumed silica, there are large differences in physical and chemical properties, cost and price, and application fields, forming a completely different market structure.
Precipitation products, which account for more than 90% of the total market, have low production costs and are widely used in tires, shoemaking, coatings, toothpaste, and food in the industrial field. The price is between 3,000 and 30,000 yuan/ton between;
Accounting for about 7% of the total market, gas-phase method products have relatively high production costs, and their applications are concentrated in high-end fields such as silicone and coatings, with prices ranging from 25,000 to 100,000 yuan/ton.
(1) Structural differences such as product particle size and cost differences determine the application fields of different technical routes.
(2) The global market space for silica is about 4 million tons, and the domestic consumption exceeds one million tons
The global market space exceeds 5 billion US dollars and 4 million tons. Tires and rubber are the main application fields, and high-end manufacturing and food, drug and cosmetic fields are the main growth sources.
(3) Low-end product applications such as shoemaking and tire applications dominate, while high-end application markets are relatively scattered
The high-end silica market is about 1.5 million tons per year. From the perspective of the market size of subdivided fields, the toothpaste application field in the consumer goods/pharmaceutical field is relatively large, with a global total of about 300,000 tons, and the price is at an upper-middle level; other food, drug and cosmetic applications are relatively scattered, with a total demand of 200,000 tons Ton class. The application of rubber industry exceeds one million tons, but most of them are low-end applications with low prices. The market scale of high-end green tires, silicone rubber and other applications is growing rapidly, and the demand exceeds 300,000 tons; high-end chemical industry applications Sinochem's anti-blocking agents, battery separators, and coatings are sold at relatively high prices, totaling about 700,000 tons.

Technical points of modification of compound calcium carbonate pigment in papermaking
The compound product of calcium carbonate for papermaking usually refers to the special product for papermaking which is mainly made of calcium carbonate component (>50%) and mixed with other synthetic or natural mineral powders in a certain proportion, including PCC and GCC mixed processed products.
In terms of processing technology and application technology, any natural or synthetic mineral powder and organic synthetic pigment with high whiteness, low processing cost, and no negative impact on paper production process and paper product quality, in principle It can be used as a raw material for calcium carbonate compound products.
At present, there are more than 20 kinds of modifiers commonly used for compounding calcium carbonate pigments in papermaking. The wrong choice will have a large negative effect on the application of the paper mill, or even unusable.
The modification of calcium carbonate and its compound products can be divided into dry modification and wet modification according to different processes. Wet modification is more suitable for calcium carbonate and its compounded slurry products. The modification of PCC can be carried out before the production process is not dried, and it can also be carried out simultaneously with the carbonization process. The modification with GCC can be carried out in the wet ultra-fine grinding process or in the storage tank of the slurry product, or in the ore blender.
Based on the easy solubility of calcium carbonate under weak alkaline and acidic papermaking conditions, weak acid salts or organic polymers are used to modify calcium carbonate and its compound products, aiming to solve the production operation under acidic sizing conditions in papermaking. Difficulty and single use of calcium carbonate is prone to "fiber alkaline blackening" effect in the paper containing mechanical pulp under alkaline conditions.
The correct choice of modifier should not only consider the affinity and miscibility of the activator with calcium carbonate and its matching pigment powder, but also consider the miscibility of the auxiliaries and other chemical auxiliaries added in pulp making, especially for coatings. Compatibility effect of the modified calcium product of the system with the sizing materials and auxiliary materials of commonly used coatings.
Dry modification of coal-measure kaolin and its effect on rubber properties
With the rapid development of the rubber industry, the traditional reinforcing fillers carbon black and silica have been unable to meet the demand, and finding cheap reinforcing fillers has become an important research topic in the industry. Among them, kaolin has become a rubber reinforcing filler with broad application prospects due to its abundant reserves, low price and outstanding reinforcing effect.
Coal measure kaolin refers to kaolinite clay rock with kaolinite as the main mineral component in coal measure strata. The score can reach above 0.97.
To make kaolin show good reinforcement effect in rubber matrix, it is very important to modify its surface. Zhang Qingbin et al. modified the surface of kaolin by high-speed shearing, crushing and stirring, in order to achieve surface organicization and good combination with the rubber matrix. At the same time, they evaluated the modification effect of kaolin. SBR) physical properties and interface bonding, the results show that:
(1) In the high-speed shearing pulverizer, the optimal modification conditions of kaolin are: the mass fraction of modifier (coupling agent KH-550) is 0.04, and the modification time is 1min.
(2) Under the optimal modification conditions, compared with the unmodified kaolin compound, the physical properties of the modified kaolin compound are significantly improved, the tensile strength is increased by 89%, the tear strength is increased by 21%, and the DIN wear amount is reduced. 18% smaller.
(3) Compared with unmodified kaolin, the compatibility of modified kaolin with rubber is improved, and it combines well with the rubber matrix, which is beneficial to transfer stress and make the rubber compound exhibit excellent physical properties.
The preparation method of vaterite calcium carbonate
There are three common crystal forms of calcium carbonate: aragonite, vaterite, and calcite. From the perspective of thermodynamic stability, the calcite type is the most thermodynamically stable crystal form and exists widely in nature; while the vaterite type is the most unstable, in a metastable state, and only exists in some fish in nature. Otolith organs, ascidian spicules, crustacean tissues.
There are two main ways to generate vaterite calcium carbonate, namely dissolution recrystallization and solid-solid phase direct transformation. At present, it is believed that the dissolution and recrystallization route is the main way to generate vaterite-type calcium carbonate, that is, amorphous calcium carbonate is generated as the initial phase in the solution. However, the solubility of vaterite-type calcium carbonate is relatively high, and dissolution and subsequent nucleation and growth of calcite-type calcium carbonate occur. Such a process occurs continuously, making vaterite-type calcium carbonate gradually transform into calcite-type calcium carbonate.
Starting from the formation route and mechanism, high-purity vaterite-type calcium carbonate is mainly prepared by inhibiting the dissolution and recrystallization process. At present, common preparation methods can be divided into three types: carbonization method, metathesis method and thermal decomposition method according to the principles involved in the synthesis process.
1. Carbonization
The carbonization method uses an alkaline solution containing soluble calcium salts as a calcium source, and prepares vaterite-type calcium carbonate by introducing CO2 gas into the solution and controlling the process conditions. The calcium source is mainly divided into two kinds of calcium hydroxide aqueous solution and calcium chloride alkaline solution. Therefore, two major systems prepared by carbonization method are also determined: Ca(OH)2-H2O-CO2 reaction system and CaCl2-NH3·H2O -CO2 reaction system. A large number of studies have shown that both systems can produce vaterite calcium carbonate well.
However, the carbonization method has the advantages of low cost and simple process equipment, and is currently the main industrial production method for preparing various types of calcium carbonate products at home and abroad. At the same time, researchers at home and abroad have increased the mass transfer rate and dispersion of CO2 gas in the solution by using devices such as gas dispersers, and improved the efficiency and yield of vaterite-type calcium carbonate. Therefore, vaterite-type carbonic acid is prepared by carbonization. Calcium has great application prospects.
2. Double decomposition method
The double decomposition method refers to mixing the calcium salt solution and the carbonate solution under certain conditions to generate a double decomposition reaction, and at the same time adding a crystal form regulator and controlling the reaction temperature, concentration and other factors to control the preparation of vaterite calcium carbonate. In general, during preparation, one solution can be quickly mixed into another solution for the reaction, or one solution can be introduced into the other solution by controlling the addition rate for the reaction, and stirring is required at the same time. Promote the metathesis reaction.
3. Thermal decomposition method
Thermal decomposition method is a new method for preparing vaterite calcium carbonate, mainly refers to the preparation of vaterite calcium carbonate by thermal decomposition of calcium bicarbonate and controlling conditions. Usually, the purpose of preparing vaterite-type calcium carbonate is achieved by controlling the decomposition temperature, decomposition time, stirring mode and additives by using a saturated aqueous solution of calcium bicarbonate.
The preparation principle of the thermal decomposition method is simple, the process is short, and the equipment requirements are low, but the purity of the product vaterite calcium carbonate is low, the decomposition time is long, and the decomposition reaction is difficult to control; at the same time, the temperature required in the production process is high and energy consumption is high. large and difficult to apply in practice. There are few domestic and foreign studies on this method, and a lot of work still needs to be done in theory and practice.

Effect of Modified Mica Filler on Anticorrosion Properties of UV Cured Coatings
As an important part of the anti-corrosion coating, the anti-corrosion filler is one of the decisive factors affecting the corrosion resistance of the coating. Divided from the mechanism of action, anti-corrosion fillers mainly include active anti-corrosion fillers, sacrificial anti-corrosion fillers and shielding anti-corrosion fillers. Among them, shielding anti-corrosion fillers such as clay, boron nitride, mica, etc., these fillers will not react with the corrosive medium, and their unique lamellar structure can form a multi-layer dense barrier layer, effectively preventing the penetration of the corrosive medium and providing a good coating for the coating. Anti-corrosion effect, so it has been widely used.
As a silicate mineral, mica has excellent acid and alkali resistance, heat resistance and chemical stability. The natural ultra-fine crystal granular and lamellar structure enables mica to be easily processed into scaly ultra-fine powder. The thickness of the lamella can be controlled below 1 μm, which is difficult to achieve with artificial synthetic flakes such as glass flakes and stainless steel flakes. It is an ideal anti-corrosion filler, so it has received extensive attention.
The influence of the size effect of mica filler on the diffusion behavior of water in epoxy coatings was explored by mass method and electrochemical impedance method, and it was proved that suitable mica size can effectively block the penetration of water molecules; Meng et al. After modification, a mica-modified epoxy resin coating was prepared, and the failure behavior of the coating under the action of marine alternating hydrostatic pressure (AHP) was explored. It was found that surface modification could effectively improve the dispersion of mica in the coating.
Mica is used as anti-corrosion filler, anionic dispersant BYK-111 composed of non-polar negatively charged hydrocarbon chain part and polar hydrophilic group, and non-polar positively charged alkoxyammonium salt compound are used Different types of wetting and dispersing agents, such as BYK-180, phosphate ester salt type polymer BYK-145, and high molecular weight block copolymer BYK-168 containing pigment affinity groups, modify the surface of mica. And control the amount of mica added to explore the effect of mica filler on the curing rate, curing degree, adhesion, hardness and other properties and anti-corrosion performance of light-cured coatings. The results show that:
(1) The addition of mica filler has little effect on the degree of light curing and curing rate; the addition of mica can improve the adhesion of the coating, from level 1 to level 0, the impact on the hardness of the coating depends on the amount of mica in the coating. degree of dispersion;
(2) The unmodified mica has poor dispersibility in the coating and is easy to agglomerate. Not only can it not improve the corrosion resistance of the coating, but it will lead to a large number of defects in the coating and accelerate the occurrence of corrosion; different types of wetting and dispersing are used. The surface modification of mica by the agent can greatly improve the dispersibility of mica in the coating, thereby improving the anti-corrosion performance of the constructed light-cured coating.
(3) Amphiphilic high molecular weight block copolymer BYK-168 wetting and dispersing agent (high molecular weight block copolymer containing pigment affinity group) has the best modification effect on mica filler, 30% The addition amount of modified mica is the optimal addition amount, and the prepared photocurable coating is resistant to neutral salt spray for more than 1000h.

Preparation of Activated Calcium Carbonate from Calcium-Based Waste Residue and Its Effect on PVC Properties
As the earliest industrialized thermoplastic, PVC has good comprehensive mechanical properties, excellent flame retardant and corrosion resistance, but is brittle during processing, and must be modified after a series of impact resistance and toughening before use. Adding an appropriate amount of calcium carbonate in the PVC modification process improves the toughness, rigidity, strength, heat resistance and other indicators of the product, and at the same time, the cost of PVC application is greatly reduced.
As a kind of inorganic filler, in the process of PVC modification, the direct addition of untreated calcium carbonate will cause regional agglomeration. The product has poor dispersibility in the PVC system and weak interface affinity, which cannot achieve the expected improvement. Therefore, calcium carbonate must be organically modified to eliminate the surface potential energy of calcium carbonate, increase the wettability, dispersibility and hydrophobicity and lipophilicity of calcium carbonate in the PVC matrix, and improve the modification effect of calcium carbonate on PVC.
Calcium carbonate was prepared by using industrial waste residue and waste gas as raw materials, and it was modified. The influence of modified calcium carbonate on the properties of PVC was investigated. The results showed that:
(1) Using calcium-based waste residue (main component CaO) and CO2 produced in industrial production as raw materials, the best production process for preparing calcium carbonate through digestion, emulsion removal, carbonization, etc. is: temperature 25 ℃, calcium hydroxide contains solid The mass fraction is 10%, the CO2 volume fraction is 99.9%, and the stirring speed is 400r/min.
(2) Calcium carbonate is modified with sodium stearate, the modification effect is the best when the amount of modifier is 3%, the temperature is 80°C, the reaction time is 30min, and the stirring speed is 700r/min.
(3) Application tests show that modified calcium carbonate can effectively improve the mechanical properties of PVC products and reduce the cost of PVC application.

Hemostasis, antibacterial, drug carrier, kaolin has infinite potential in the field of biomedicine!
Mineral materials are widely used in biomedicine and have a long history.
1. Hemostatic material
"Compendium of Materia Medica" records: Baishizhi with kaolin as the main component can be used to absorb toxic substances, astringe and solidify, stop bleeding, and suppress secretion. In 2006, the American company Z-Medica developed a kaolin hemostatic product called "war-wound gauze", which is applied to special parts where tourniquets cannot be used. It is portable, easy to use and efficient, and has a shelf life of 5 years.
A new type of iron oxide/kaolin nanoclay composite was successfully synthesized based on the natural hemostatic agent in place of ochre to control hemorrhage. The morphology of the oxide has a significant effect on its hemostatic effect.
The in vitro hemostatic properties of Quikclot, a traditional commercial zeolite-based hemostatic agent, and layered silicates were compared, and the results showed that layered silicates (synthetic hydrotalcite, series of montmorillonite, kaolinite) clay minerals did not release during in vitro hemostasis. Heat, and extensive coagulation properties, both low price, stable and non-toxic properties, can be used as a new coagulant to replace QC.
A graphene-kaolin composite sponge gel (GKCS) was synthesized by hydrothermal method. The results of the rabbit artery injury experiment showed that the hemostasis time of the complex was 73±12s, and the hemostatic performance was significantly improved. In practical application, kaolinite-impregnated gauze was used for hemostasis after tonsillectomy, and 84.8% of patients had complete hemostasis after 5 minutes, while only 34.8% of patients with traditional standard postoperative gauze had hemostasis.
2. Drug carrier
Kaolin has a simple composition and is a typical natural 1:1 layered silicate mineral with a large diameter-to-thickness ratio, small size, and good biocompatibility. Therefore, kaolin can be used as a carrier to achieve drug loading and release. However, due to its weak ion exchange capacity, drug molecules can only be adsorbed on the surface of kaolin, and it is difficult to enter the interlayer, and the combination is not tight enough, and the drug loading effect is greatly affected.
Using the kaolin after methanol intercalation as the carrier, compared with the unmodified kaolin, after loading the small molecule chemotherapeutic drug 5-fluorouracil, it was found that the loading of the modified kaolin was as high as 55.4%, which was 147.3% higher than that of the unmodified kaolin. . This is because the grafting of methoxy groups between the kaolin layers expands the kaolin layer spacing, provides new active sites for drug molecules, and promotes the entry of drugs into the interlayer.
3. Antibacterial material
The epoxifloxacin was adsorbed on the surface of kaolinite, and the maximum adsorption amount was reached after 1 h. Compared with montmorillonite, kaolinite has a weaker ion exchange capacity, so the antibacterial agent is easier to release and has a better bactericidal effect. By measuring the adsorption capacity of CPB, it was found that CPB-kaolinite has antibacterial activity when [CPB] exceeds its CMC value. When the loading of CPB on kaolinite is high, the overall charge changes from positive to negative, so it has the ability to adsorb and kill bacteria. Therefore, kaolin can be well used for sterilization, and in the development of organoclay as an antibacterial agent, the amount of surfactant fixed on the clay must exceed the CMC value.
4. Tissue Engineering
Three-dimensional mesoporous bioglass (3D MBG) scaffolds with mesoporous structures and highly interconnected macroporous networks are considered ideal biomaterials for bone tissue applications. However, its inherent brittleness and poor mechanical strength seriously affect its performance and clinical application.
A three-dimensional MBG scaffold with excellent mechanical strength, mineralization ability and good cellular response was successfully prepared by using kaolin as a binder and a modified polyurethane foam (PU) template method. The developed hybrid MBG-xk has a porosity of 85%. With the increase of kaolin content (5%-20%), the compressive strength is between 2.6-6.0MPa, which is about 100 times that of the traditional PU-template MBG scaffold. After adding kaolin, the pH environment of MBG-10K scaffold was more stable and ideal, and the protein adsorption capacity was enhanced.
In the future, the research on the structure and performance mechanism of kaolin will be more in-depth and microscopic, and kaolin will play a greater role in more emerging fields.