
Technologie d'utilisation complète des résidus de déchets contenant du calcium et du magnésium
D'une manière générale, les déchets de type calcium-magnésium désignent les déchets industriels dans lesquels la teneur en composé de calcium ou en composé de magnésium occupe la première place parmi tous les composants des résidus de déchets, ou la somme de la teneur en composé de calcium et en composé de magnésium représente plus de 50 % de la résidus de déchets totaux (base sèche). Les résidus courants de déchets de calcium-magnésium comprennent les scories de carbure de calcium, les scories alcalines, les résidus de phosphore, les résidus de saponification du lait de chaux, etc.
1. Résidus de déchets de type Ca(OH)2
En prenant comme exemple la poudre de laitier de carbure de calcium par voie sèche, des produits de carbonate de calcium léger de haute pureté et des résidus neutres insolubles sont respectivement obtenus par des étapes successives telles que la digestion et la lixiviation, la filtration et le lavage, la carbonisation du filtrat au CO2, le séchage et le broyage. Yan Xin et al. a proposé d'utiliser le calcaire pour produire du carbure de calcium en tant que chef de file, d'utiliser des scories de carbure de calcium et du CO2 excédentaire industriel comme matières premières, et de réaliser la production conjointe d'acétylène, de carbonate de calcium léger de qualité alimentaire et de ciment. Le processus atteint l'objectif de "manger sec et presser" l'élément calcium dans le calcaire.
2. Résidus de déchets de type Ca(OH)2 à haute teneur en magnésium
Les résidus de déchets de saponification contiennent à la fois du CaCO3 et du Ca(OH)2, et sont riches en Mg(OH)2, qui peut être classé comme résidu de déchets à haute teneur en magnésium Ca(OH)2, et son processus d'utilisation complet et complet est relativement compliqué. Transférer les résidus de déchets de saponification dans le dispositif de digestion et d'extraction et effectuer une agitation suffisante, une réaction de digestion, une réaction de lixiviation NH4Cl et une séparation par filtration à une certaine température ; la solution de lixiviation obtenue est transférée vers le dispositif de carbonisation pour la réaction de carbonisation du CO2 I, et la température et le pH de la réaction sont contrôlés, après filtration, lavage et séchage, du carbonate de calcium léger est obtenu et le filtrat est mis en circulation pour la réaction de lixiviation. Ajouter la quantité appropriée d'eau au résidu de filtre après la lixiviation et bien mélanger, puis faire passer le CO2 pour effectuer la réaction de carbonisation II, filtrer et séparer après la réaction de carbonisation II, le filtrat obtenu est une solution de bicarbonate de magnésium, la solution de bicarbonate de magnésium peut être directement évaporée et décomposée pour obtenir le produit MgCO3, le résidu de filtre obtenu est un résidu neutre insoluble.
Les résidus de déchets de saponification peuvent être séparés et récupérés en carbonate de calcium léger de haute pureté par digestion et lixiviation, réaction de carbonisation au CO2 I, réaction de carbonisation au CO2 II, décomposition thermique, séparation par filtration multiple et autres réactions chimiques et séparation par filtration et autres opérations unitaires. , MgCO3 deux nouveaux matériaux chimiques et un résidu neutre insoluble, de sorte que les résidus de déchets de saponification puissent être pleinement utilisés, tout en consommant une grande quantité de CO2, pour atteindre zéro rejet de trois déchets, c'est une nouvelle technologie et une percée complètement différente de la l'utilisation complète existante des résidus de déchets de saponification, ses avantages sociaux, environnementaux et économiques sont très évidents.
3. Résidus de déchets à haute teneur en magnésium CaCO3
La poudre de résidus de phosphore subit des réactions en cinq étapes, notamment la réaction de calcination, la réaction de digestion et de lixiviation, la réaction de carbonisation du liquide de lixiviation I, la réaction de carbonisation du laitier de lixiviation II, la réaction de carbonatation II, la réaction d'ammonification du filtrat, etc. Après filtration et séparation répétées, séchage et broyage et autres Après le fonctionnement de l'unité, trois produits comprenant du carbonate de calcium léger de qualité alimentaire, du Mg(OH)2 et du concentré de phosphore peuvent être obtenus respectivement.
Une fois qu'une grande quantité de CaCO3 et de MgCO3 dans les résidus de phosphore sont séparés, ils deviennent respectivement du carbonate de calcium léger de qualité alimentaire et des produits Mg(OH)2. Le résidu est un concentré de phosphore avec une fraction massique de P2O5 supérieure à 30 %. L'ensemble du processus de séparation a permis d'obtenir un produit 3 A à haute valeur ajoutée, de sorte que les résidus de phosphore ont été pleinement et complètement utilisés.
4. Analyse des avantages de l'utilisation complète des résidus de déchets
Des expériences ont prouvé que la fraction massique de CaCO3 dans le produit peut atteindre 99,9 % et que la teneur en éléments nocifs tels que le cadmium, l'arsenic, le plomb et le mercure est bien inférieure à la norme nationale pour le carbonate de calcium léger de qualité alimentaire ou ne peut pas être détectée. . On peut voir que ce carbonate de calcium léger de haute pureté et de haute blancheur peut être complètement utilisé comme carbonate de calcium de qualité électronique et carbonate de calcium de qualité alimentaire, sa valeur sera de 2 à 3 fois le prix du carbonate de calcium léger ordinaire et ses avantages économiques , les avantages environnementaux et les avantages sociaux peuvent être assez considérables.
7 types de carbonate de calcium couramment utilisés dans l'industrie papetière
L'industrie du papier est l'un des plus grands marchés pour le carbonate de calcium. En tant que charge importante pour la fabrication du papier et pigment de couchage, le carbonate de calcium est riche en sources et bon marché ; les particules fines et la blancheur élevée peuvent améliorer considérablement l'opacité du papier ; la vitesse d'absorption d'encre rapide peut augmenter l'absorption d'encre du papier ; il peut rendre le papier plus doux, plus serré et plus brillant ; il a peu d'effet sur la résistance physique du papier.
À l'heure actuelle, les types de carbonate de calcium couramment utilisés dans l'industrie du papier comprennent principalement le carbonate de calcium lourd, le carbonate de calcium léger, le nanocarbonate de calcium, le carbonate de calcium mixte, le carbonate de calcium modifié, les moustaches de carbonate de calcium et le carbonate de calcium en suspension.
1. Carbonate de calcium lourd
Le carbonate de calcium broyé est utilisé comme charge de papier, et la quantité ajoutée est relativement élevée, ce qui a peu d'effet sur la résistance du papier et l'effet de calibrage, et a de bonnes performances de fabrication de papier. L'inconvénient est que la blancheur et l'opacité du papier sont légèrement médiocres et qu'un dispersant doit être ajouté.
Le carbonate de calcium broyé est principalement utilisé comme charge dans le papier d'impression, le papier à lettres, le papier de bureau et le papier publicitaire autres que le papier à cigarettes, le papier filtre et le papier d'information spécial à faible quantité.
2. Carbonate de calcium léger
En tant que charge de papier, le carbonate de calcium léger peut donner au papier une opacité élevée, une faible usure sur la machine à papier et aucun besoin d'ajouter de dispersant. L'inconvénient est que la surface spécifique est importante, ce qui nuit à l'effet d'encollage ; la rétention d'eau est forte, ce qui ne favorise pas l'augmentation de la vitesse de la machine à papier.
3. Nanocarbonate de calcium
Après avoir ajouté des charges de carbonate de nano-calcium dans le processus de fabrication du papier, le papier présente les caractéristiques suivantes : il peut ralentir le vieillissement du papier, de sorte que le papier peut être stocké plus longtemps ; il peut faire en sorte que le papier absorbe une certaine quantité de rayons ultraviolets; il rend le papier difficile à jaunir ou à se décolorer, cassant, et possède de bonnes propriétés d'isolation, etc.
En tant que charge de fabrication de papier, le carbonate de nano-calcium est généralement utilisé dans la production de produits en papier spéciaux, tels que les couches, les serviettes hygiéniques, le papier d'impression à jet de couleur, les serviettes en papier et les films respirants.
4. Carbonate de calcium mixte
Le carbonate de calcium mixte (HCC) consiste à utiliser un polymère ionique pour préparer le mélange de carbonate de calcium broyé et d'oxyde de calcium en pré-agglomérats, puis à traiter les pré-agglomérats avec du dioxyde de carbone pour former un nouveau carbonate de calcium entre GCC et enfin former de l'acide carbonique calcium des produits. Le processus de préparation de carbonate de calcium post-mélangé est à peu près le même que le processus de préparation de HCC, sauf que le premier agrégat est formé uniquement à partir de carbonate de calcium broyé, et après la préparation du pré-agglomérat de carbonate de calcium broyé, la même quantité d'oxyde de calcium que le procédé HCC est ajouté, puis du dioxyde de carbone est injecté. Du nouveau carbonate de calcium est formé à l'extérieur du premier agrégat de GCC, et le produit final de carbonate de calcium est du carbonate de calcium post-mélangé (PostHCC ou pHCC).
5. Carbonate de calcium modifié
La modification de surface du carbonate de calcium peut conférer au carbonate de calcium d'excellentes propriétés physiques et chimiques. Par exemple, le chitosane a été utilisé pour modifier le revêtement organique du carbonate de calcium précipité (PCC) par la méthode de précipitation alcaline. Après modification, les performances de filtration de l'eau de la suspension remplie ont été légèrement améliorées et la solubilité a également changé. L'indice de traction du papier est nettement amélioré.
6. Moustaches de carbonate de calcium
Les moustaches de carbonate de calcium appartiennent à la structure cristalline de carbonate de calcium d'aragonite, ont un module élastique élevé, une résistance à la chaleur, une résistance à l'usure et une isolation thermique et d'autres bonnes propriétés, et ont le matériau de moustache avec un grand rapport d'aspect, une fibre courte et un petit diamètre (niveau micron) et caractéristiques de haute résistance.
7. Carbonate de calcium en suspension
La pratique a prouvé que l'utilisation de carbonate de calcium en suspension présente des avantages plus puissants que le calcium solide. D'une part, le calcium en suspension n'a pas subi le processus de séchage, c'est-à-dire sans frottement mécanique ni collision, et conserve pleinement la forme cristalline naturellement formée, et la forme et la taille ont tendance à être plus cohérentes. D'autre part, la suspension de calcium n'a pas subi de friction mécanique ni de collision, et les débris de cristal sont moindres, et l'extrémité de la forme cristalline conserve l'état émoussé d'origine, et il n'y a presque aucun dommage.
Le carbonate de calcium lourd, le carbonate de calcium léger, le carbonate de nano-calcium, le carbonate de calcium mixte, le carbonate de calcium actif, les trichites de carbonate de calcium, etc. ont leurs propres avantages en tant que charges de fabrication de papier. Par conséquent, le choix du carbonate de calcium doit être déterminé en fonction des exigences réelles du processus de production de papier. Certainement.

Méthode de production d'hydroxyde de calcium et son application dans le domaine alimentaire
L'hydroxyde de calcium, également appelé chaux éteinte ou chaux éteinte, se présente généralement sous forme de poudre, avec une large gamme de matières premières et à faible coût. Il est largement utilisé dans l'alimentation, la médecine, l'industrie chimique, le traitement de l'eau potable et d'autres domaines.
Méthode de production d'hydroxyde de calcium
L'hydroxyde de calcium est obtenu par la réaction chimique de l'oxyde de calcium et de l'eau. Le calcaire brut est nettoyé et calciné à haute température pour obtenir de la chaux vive (oxyde de calcium). Il existe deux procédés de production d'hydroxyde de calcium à partir de chaux vive : la voie sèche et la voie humide.
La production sèche d'hydroxyde de calcium est une méthode de traitement courante à l'heure actuelle. Il peut réaliser une production automatique, le processus de production est respectueux de l'environnement, le rendement est important, la qualité est stable, l'hydroxyde de calcium produit n'a pas d'impuretés et a une bonne activité. Il est progressivement devenu la technologie de traitement dominante.
Les produits d'hydroxyde de calcium produits par voie sèche sont plus largement utilisés que l'hydroxyde de calcium laiteux, principalement utilisés dans l'industrie chimique, la protection de l'environnement, la construction, l'alimentation, la médecine et d'autres domaines, et le stockage et le transport sont également plus pratiques.
Application de l'hydroxyde de calcium dans le domaine alimentaire
(1) Calcium
Il existe près de 200 types de préparations de calcium sur le marché, notamment le carbonate de calcium, le citrate de calcium, le lactate de calcium et le gluconate de calcium. L'hydroxyde de calcium est largement utilisé comme matière première dans l'industrie de la production de calcium, parmi lesquels le gluconate de calcium est courant.
(2) lait en poudre
L'hydroxyde de calcium, en tant que régulateur d'acidité, peut être utilisé dans le lait en poudre (y compris le lait en poudre sucré), le lait en poudre en crème et ses produits de modulation, les préparations pour nourrissons, et la quantité d'utilisation est appropriée en fonction des besoins de production.
(3) Tofu de riz et nouilles à la gelée glacée
Utilisez du riz trempé, ajoutez de l'eau, broyez-le dans du lait de riz, ajoutez de l'eau de chaux éteinte, remuez uniformément, chauffez et remuez jusqu'à ce que le lait de riz soit cuit et devienne épais. Versez le lait de riz bouilli dans le moule, et après qu'il soit complètement refroidi, il peut être coupé en petits morceaux avec un couteau, et le tofu de riz est fait.
(4) Oeufs en conserve
La chaux éteinte, le carbonate de soude et la cendre végétale sont utilisés comme matières premières pour fabriquer une pâte et l'envelopper à la surface de l'œuf. Après un certain temps, il devient un œuf conservé qui peut être mangé directement par action chimique. Lorsque la protéine rencontre un alcali fort, elle deviendra progressivement de l'eau claire. Si la solution alcaline continue à pénétrer dans l'œuf à travers la membrane semi-perméable, l'alcalinité continuera d'augmenter et les molécules de protéines de base commenceront à se polymériser et la viscosité augmentera progressivement, se transformant en gel et formant des œufs conservés. Si l'alcali est excessif, cela nuira à la qualité des œufs conservés.
(5) Nourriture konjac
Il y a une histoire de 2 000 ans dans la production et l'utilisation folkloriques de la nourriture en gel de konjac dans notre pays. La méthode de production consiste à ajouter 30 à 50 fois la quantité d'eau à la poudre de konjac, à la mélanger pour obtenir une pâte, à ajouter 5 à 7 % d'hydroxyde de calcium de poudre de konjac, à mélanger et à solidifier et à obtenir.
(6) Production de sucre
Dans le processus de fabrication du sucre, l'hydroxyde de calcium est utilisé pour neutraliser l'acide dans le sirop, puis du dioxyde de carbone est introduit pour faire précipiter et filtrer l'hydroxyde de calcium restant, afin de réduire le goût aigre du sucre. Il peut également se combiner avec du saccharose pour former du sel de saccharose, de sorte qu'il peut être utilisé pour le désucrage de la mélasse ou le raffinage du sucre.
(7) Autres
L'hydroxyde de calcium est utilisé comme tampon, neutralisant et durcisseur pour la bière, le fromage et les produits à base de cacao. En raison de ses fonctions d'ajustement du pH et de coagulation, il peut également être utilisé dans la synthèse de médicaments, d'additifs alimentaires, de biomatériau de haute technologie HA, d'additif alimentaire VC phosphate et de naphténate de calcium, de lactate de calcium, de citrate de calcium et d'additifs pour l'industrie sucrière, traitement de l'eau et synthèse d'autres produits chimiques organiques de haute qualité. Il est utile de préparer des régulateurs d'acidité et des sources de calcium telles que des semi-produits de viande comestibles, des produits de konjac, des boissons et des lavements médicaux.

Introduction et application de poudre non métallique - poudre de mica
Le mica est un terme général pour les minéraux du groupe mica. C'est un aluminosilicate de métaux tels que le potassium, le magnésium, le fer et le lithium. La structure est toute en couches. Du point de vue de la formation, il peut être divisé en deux types : le mica naturel et le mica artificiel. Les mines de mica naturel comprennent principalement la biotite, la phlogopite, la muscovite, la lépidolite, la séricite, le mica vert, la lépidolite de fer, etc. La muscovite, la séricite, la phlogopite et la lépidolite sont les plus utilisées dans l'industrie. Le mica synthétique est un composant que les gens imitent le mica. Les oxydes métalliques sont mélangés selon une certaine proportion puis fondus à haute température. Pendant le processus de refroidissement, ils recristallisent pour former des cristaux de mica purs.
1. Moscovite
La muscovite est la plus utilisée dans l'industrie. La poudre de mica ultrafine peut être utilisée comme charge fonctionnelle dans les plastiques, les peintures, les peintures, les caoutchoucs, etc., ce qui peut améliorer leur résistance mécanique, améliorer leur ténacité, leur adhérence, leur anti-vieillissement et leur résistance à la corrosion. Dans l'industrie, il est principalement utilisé pour son isolation et sa résistance à la chaleur, ainsi que pour sa résistance aux acides, sa résistance aux alcalis, sa résistance à la compression et ses propriétés de pelage, et est utilisé comme matériau isolant pour les équipements électriques et les équipements électriques; d'autre part, il est utilisé pour fabriquer des chaudières à vapeur et des fours pour fours de fusion Fenêtres et pièces mécaniques. Les copeaux de mica et la poudre de mica peuvent être transformés en papier de mica et peuvent également remplacer les feuilles de mica pour produire divers matériaux isolants à faible coût et d'épaisseur uniforme.
2. Séricité
Les agrégats minéraux de séricite sont rose, rouge chair, vert gris, violet gris clair, gris-gris foncé et ainsi de suite. Mais la poudre est toute blanche. Lorsque le fer pénètre dans le réseau, la poudre est blanche avec du gris et la blancheur diminue en conséquence. La séricite se présente sous la forme de fines écailles (généralement <0,01 mm) et a une sensation glissante distincte. La séricite a un fort lustre soyeux, transparent à translucide. Il a une transmission de la lumière et un taux de couverture modérés et a la capacité de réfléchir les rayons ultraviolets. Les propriétés ci-dessus déterminent le caractère unique de l'application de séricite. Parce que la séricite se présente généralement sous la forme de petites écailles, elle est largement utilisée dans l'industrie du revêtement, l'industrie du papier, l'industrie chimique quotidienne et l'industrie du caoutchouc et du plastique.
3. Phlogopite
La phlogopite naturelle a une phlogopite foncée et une phlogopite claire. La phlogopite se caractérise par un clivage complet du mica, une couleur jaune-brun et des reflets dorés. Il est largement utilisé dans l'industrie des matériaux de construction, l'industrie de la protection contre les incendies, les agents extincteurs, les baguettes de soudure, le plastique, l'isolation électrique, la fabrication du papier, le papier asphalté, le caoutchouc, les pigments nacrés et d'autres industries chimiques.
4. Mica synthétique
Le mica synthétique, également connu sous le nom de phlogopite fluorée, est fabriqué en imitant la composition et la structure du mica naturel et en utilisant du quartz et d'autres matières premières par fusion à haute température et cristallisation à température constante. Comparé au mica naturel, le mica synthétique est moins limité par les conditions des ressources naturelles, sa structure est similaire au mica naturel, et sa pureté, sa transparence, son isolation et sa résistance aux hautes températures sont meilleures que le mica naturel, il peut donc être complètement utilisé dans certaines applications industrielles . Remplaçant voire surpassant le mica naturel, il a de fortes perspectives de vitalité et de développement. Il s'agit d'un nouveau matériau de cristaux non métalliques feuilletés synthétisés artificiellement avec une importance stratégique. L'objectif principal actuel du mica synthétique est de broyer le mica en poudre de mica de différentes tailles de particules. Ses industries d'application comprennent les revêtements, le caoutchouc, les plastiques, le papier de mica, les céramiques de mica, les matériaux synthétiques spéciaux absorbant les ondes, les plaques chauffantes électriques en mica synthétique, les céramiques usinables et les pigments nacrés de mica synthétique et d'autres applications.
Avantages du broyage à sec
1. Le processus de production est simple, sans équipement excessif ni longues lignes de production;
2. Pas besoin d'eau et d'énergie thermique, moins de demande d'énergie ;
3. Par rapport à la méthode par voie humide, le prix du produit final est faible et le rapport coût-performance est plus élevé pour certains produits de qualité de remplissage moins exigeants.
4. L'efficacité de la production est relativement supérieure à celle de la méthode par voie humide.
Pourquoi avez-vous besoin d'un pulvérisateur superfin pour le processus de prétraitement de la pulvérisation ?
De nos jours, de nombreux matériaux doivent être présentés sous des formes différentes selon la façon dont les gens les utilisent. Par exemple, les matériaux médicinaux chinois, les utilisateurs doivent les transformer en granulés, les écraser en poudre, etc. La prémisse de la réalisation de ces étapes nécessite des pulvérisateurs en acier inoxydable comme base pour leurs procédures de prétraitement. Le pulvérisateur en acier inoxydable doit d'abord écraser ces gros morceaux de matériaux en petits morceaux, puis les broyer en poudre ou en faire des pilules selon la demande. Pourquoi ne peut-il pas simplement être réduit en poudre avec un broyeur ? Avez-vous besoin d'acheter un autre pulvérisateur ultrafin ?
L'importance du pulvérisateur ultrafin réside dans :
Tout d'abord, laissez le matériau être broyé en poudre plus rapidement et plus efficacement. Utilisez d'abord un concasseur grossier pour écraser ces matériaux volumineux et de forme irrégulière en petits morceaux. Pour le concassage secondaire, le pulvérisateur ultrafin est beaucoup plus facile et plus pratique, et la poudre produite est plus délicate, et le rendement est augmenté en même temps.
Deuxièmement, maintenez l'utilisation du pulvérisateur. Empêcher le pulvérisateur de pulvériser directement ces matériaux avec une grande dureté, un grand diamètre et une forte viscosité protège le pulvérisateur dans une certaine mesure.
Troisièmement, dépoussiérez le matériau. Le broyeur ultrafin est équipé d'un dispositif de dépoussiérage, qui peut éliminer la poussière des matériaux lors du processus de concassage dans une certaine plage, améliorant ainsi efficacement l'environnement de travail.
Quels matériaux le broyage par jet peut-il broyer ?
Toute poudre cristalline ou cassante peut être broyée dans un broyeur à jet. Les matériaux humides peuvent également être rapidement séchés et broyés simultanément à l'aide d'air chauffé ou de vapeur surchauffée.
Quelles sont les caractéristiques des produits de jet milling ?
L'une des caractéristiques les plus importantes des produits broyés par jet est l'augmentation spectaculaire de la surface. Lorsqu'il est réduit à 5 microns, un produit de 30 mesh a une augmentation de 1 643 000 fois du nombre de particules et une augmentation de 118 fois de la surface. Cela raccourcit le temps de réaction des produits chimiques. La puissance du médicament est augmentée par l'augmentation de la surface, de sorte qu'une dose plus faible de médicament est nécessaire pour faire le même travail. Les médicaments destinés aux personnes souffrant d'asthme doivent pénétrer profondément dans les poumons, et les particules du médicament, qui sont constituées de particules très fines, voyagent encore plus profondément. Un broyeur à jet broie une poudre de médicament suffisamment fine pour passer à travers une aiguille hypodermique. Les charges et les diluants tels que les produits d'argile et de silice sont broyés avec précision pour être utilisés dans les produits en papier fin et en plastique. Les pesticides, herbicides et autres produits liés aux plantes utilisés par jetmilling utiliseront moins d'ingrédients actifs pour couvrir une plus grande surface, ce qui réduira les coûts.

Équipement médical de broyage ultrafin - broyeur à jet
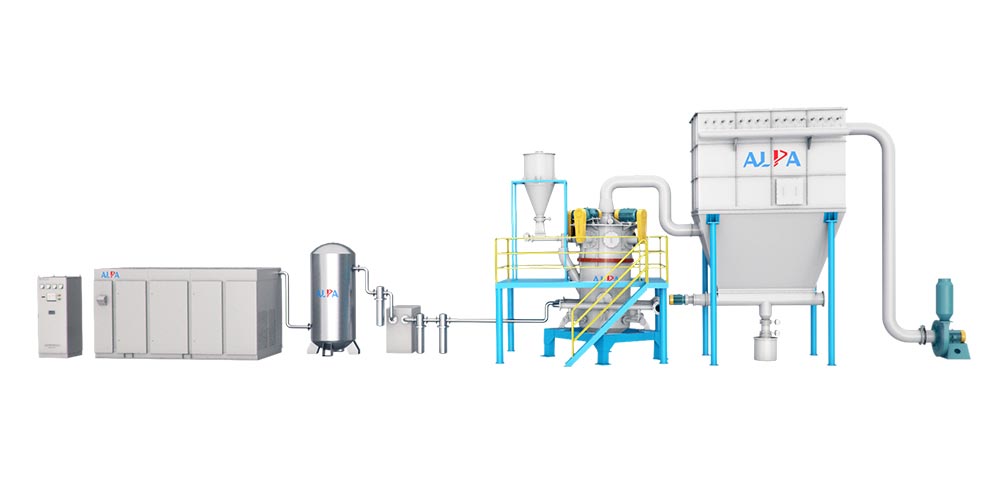
La micronisation des matières premières peut améliorer considérablement la solubilité des médicaments peu solubles, et le taux de dissolution des préparations solides préparées à partir de médicaments peu solubles en poudre ultrafines peut répondre aux exigences de l'évaluation de la cohérence domestique. Le broyeur à jet est l'un des composants les plus importants de l'équipement de pulvérisation ultrafine, qui peut pulvériser le matériau en une poudre de quelques microns. Le broyeur à jet, également connu sous le nom de broyeur à jet ou broyeur à flux d'énergie, utilise un flux d'air à grande vitesse ou de la vapeur surchauffée pour heurter, broyer et cisailler les matériaux afin de les écraser.
Le principe de fonctionnement du broyeur à jet dans le processus de préparation de la poudre
Une fois l'air comprimé ou le gaz inerte pressurisé dans la buse, la force d'injection du fluide élastique à grande vitesse est utilisée pour créer un fort impact, un cisaillement, une collision et un frottement entre les particules, le gaz et les particules, les particules et la paroi et d'autres composants. Et ainsi de suite. Dans le même temps, sous l'action de la force centrifuge de la rotation du flux d'air, ou combinée à un classificateur, les particules grossières et fines sont classifiées pour réaliser une pulvérisation ultrafine.
(1) Broyeur à jet plat
Le broyeur à jet plat est aussi appelé broyeur à jet à disque. Le principe de fonctionnement de ce type d'équipement est que l'air comprimé pénètre dans la chambre de distribution d'air par l'entrée, ce qui génère une pression négative, et le matériau pénètre dans la chambre de mélange, puis est pulvérisé dans la chambre de broyage par le flux d'air à grande vitesse éjecté de la buse. chambre. La direction radiale de la buse et de la chambre de broyage a un certain angle, de sorte que le matériau tourne à très grande vitesse sous le flux d'air à grande vitesse éjecté de la buse et effectue un mouvement circulaire. Les matériaux entrent en collision les uns avec les autres et la paroi interne de la chambre de broyage entre en collision, broie, etc., de sorte que les matériaux sont broyés. Les matériaux grossiers qui ne répondent pas aux exigences sont projetés contre le mur pour continuer à être broyés sous l'action de la force centrifuge, et la poudre fine pénètre dans le système de collecte du broyeur à jet depuis le tuyau de sortie du broyeur pour collecter les produits broyés.

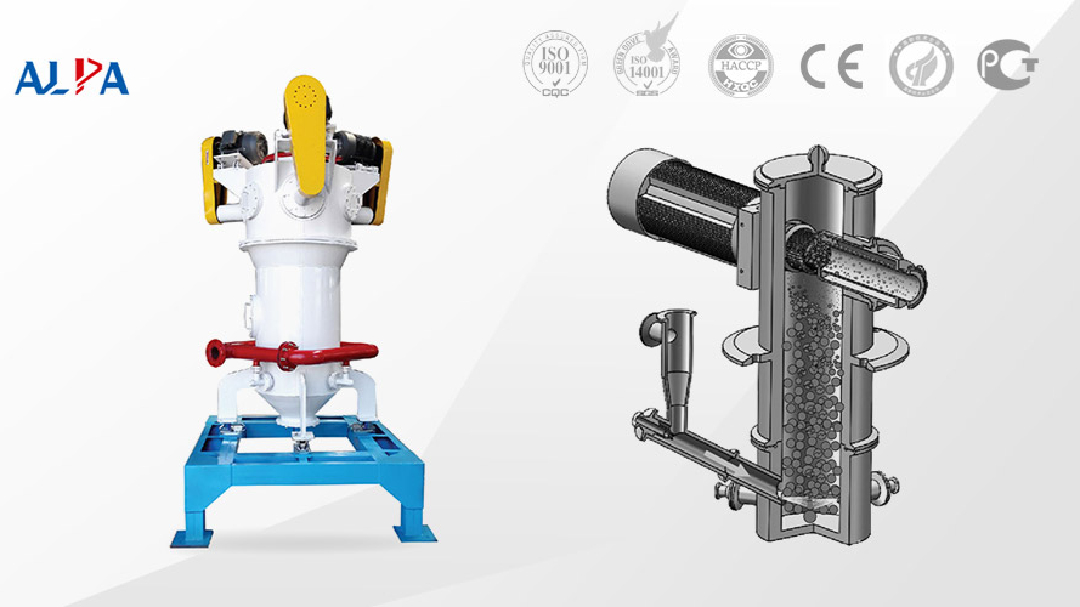
(2) Broyeur à jet à lit fluidisé (contre-pulvérisation)
Le broyeur à jet à lit fluidisé (jet opposé) est un broyeur à jet plus récent. Le principe de fonctionnement du broyeur à contre-jet à lit fluidisé est que le flux d'air passe à travers un groupe de buses (nombre> 2) pour former un champ d'écoulement à contre-jet dans le broyeur, et le matériau est fluidisé. Les matériaux dans le broyeur à jet auront une collision, un frottement et un impact forts entre les particules au point d'intersection du jet de buse, puis seront écrasés. La poudre pulvérisée traverse le classificateur sous l'action de la pression négative, et les produits qui répondent aux exigences sont collectés par le séparateur à cyclone et le dépoussiéreur, tandis que les particules plus grossières qui ne répondent pas aux exigences sont renvoyées dans la zone de concassage pour être pulvérisées sous l'influence de la gravité.

Les caractéristiques du broyeur à jet pour le broyage de médicaments
1. La plage de distribution de la taille des particules est étroite et la taille moyenne des particules est fine
Grâce au processus de pulvérisation du flux d'air à haute pression et à la force centrifuge de la rotation du flux d'air du classificateur de précision, une classification automatique des différentes tailles de particules est réalisée. La distribution granulométrique des produits obtenus est étroite, la granulométrie moyenne est fine et la granulométrie D50 est comprise entre 5 et 10 µm.
2. La forme de la poudre est bonne, la pureté du produit est élevée
L'apparence de la poudre produite par le broyeur à jet est sphérique, la surface des particules est lisse, la forme est régulière, la dispersion est bonne, l'usure mécanique est faible pendant le processus de concassage et la pureté du produit est élevée.
3. Convient aux médicaments à faible point de fusion et thermosensibles
Le pulvérisateur à jet est alimenté par de l'air comprimé et le jet à grande vitesse produit pneumatiquement l'effet Joule Thomson. La collision adiabatique pneumatique au niveau de la buse réduit la température du système de broyage et compense la chaleur générée par la collision et la friction des médicaments.
4. Bonne étanchéité, pas de pollution
En raison des bonnes performances d'étanchéité du broyeur à jet, le rendement du produit est élevé; l'ensemble du processus de broyage est effectué sous pression négative, sans fuite, sans pollution de l'environnement et peut être opéré de manière aseptique.
5. Opération en ligne de concassage-mélange-séchage
Le broyeur à jet peut réaliser des opérations en ligne telles que le broyage, le mélange et le séchage, et peut également modifier simultanément la poudre de médicament. Par exemple, certains médicaments sont pulvérisés dans un liquide pendant la pulvérisation, recouvrant et modifiant les particules.
Le broyeur à jet est devenu le premier choix pour le développement de divers matériaux micro-poudres à haute performance.
Pulvérisateur à impact céramique, production sans pollution de poudre ultra-fine

Pour le concassage mécanique traditionnel, il s'agit généralement d'un processus de concassage de matériaux en appliquant mécaniquement des forces telles que le cisaillement, l'extrusion, l'impact et le broyage. Les matériaux broyés doivent être en contact direct avec des corps de broyage ou des corps de broyage, tandis que les corps de broyage traditionnels sont principalement constitués de divers matériaux métalliques, et il est inévitable d'introduire des impuretés métalliques dues à l'abrasion. Par conséquent, l'application des pulvérisateurs mécaniques est fortement limitée dans des domaines tels que les batteries au lithium, les médicaments, les produits de santé et les aliments qui nécessitent une pulvérisation sans pollution.
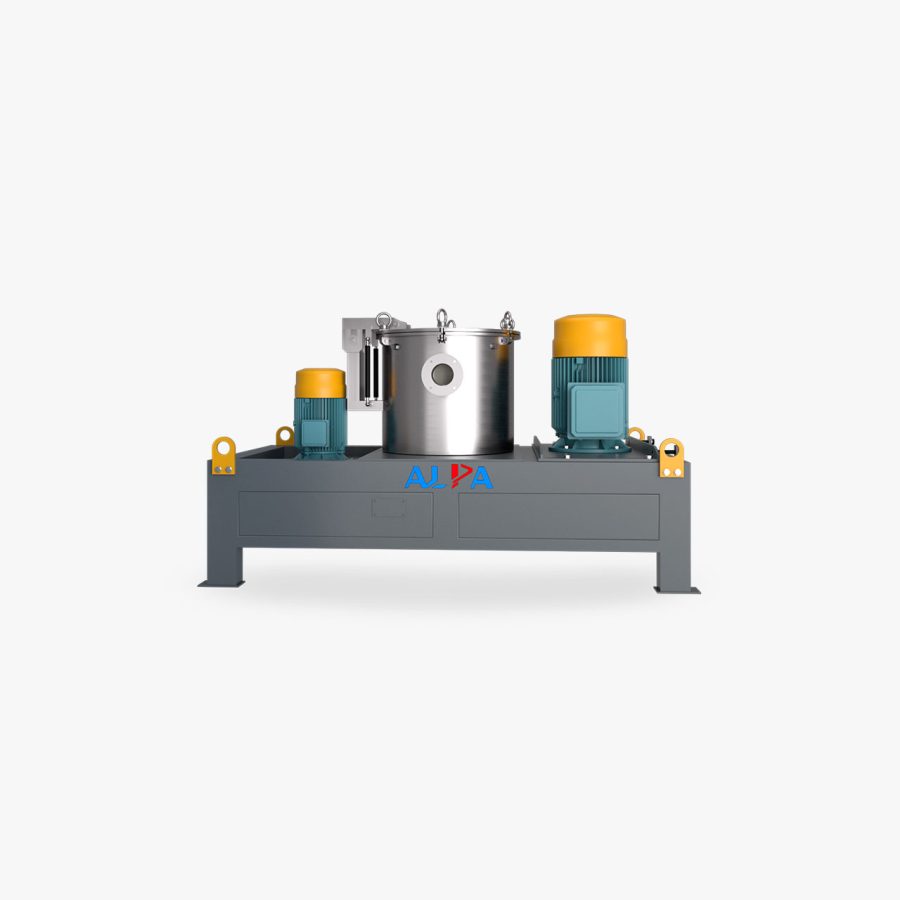
Si vous souhaitez utiliser le broyeur mécanique dans une industrie sans pollution magnétique, cela est nécessaire dans la conception de la machine de concassage. La partie en contact avec le matériau lors du processus de broyage doit être une pièce structurale en céramique. Shenfei Powder (Hangsheng Industry) a développé et produit un pulvérisateur mécanique ultra-fin en céramique selon les besoins des clients lors de la recherche sur le processus de pulvérisation des matériaux de batterie au lithium. La taille des particules d'alimentation de ce type d'équipement est < 3 mm et la taille des particules du produit peut être ajustée de 5 à 100 μm. L'ensemble de l'équipement a une intégration système élevée, un faible taux de poudre fine, un rendement élevé, une bonne forme des particules et un contrôle strict des grosses particules. Il est profondément apprécié des utilisateurs de batteries au lithium.
Le principe de fonctionnement du pulvérisateur mécanique ultrafin en céramique est que le matériau est envoyé uniformément dans la chambre de pulvérisation par le système d'alimentation et est soumis à la force centrifuge sous l'impact du disque de pulvérisation, entre en collision avec la couronne dentée de pulvérisation et est pulvérisé par diverses forces telles que le cisaillement, le frottement et la collision ; le produit se déplace vers la zone de classification avec le flux d'air et est séparé par la roue de classification contrôlée par conversion de fréquence.
À l'heure actuelle, le pulvérisateur mécanique ultrafin en céramique développé et produit par alpa powder a 20 ans d'expérience dans l'industrie des batteries au lithium. Cet équipement est particulièrement adapté à la pulvérisation de matériaux d'une granulométrie supérieure à 5 microns et présente les caractéristiques d'un rendement élevé et d'économies d'énergie. Avec la croissance explosive de l'industrie des nouvelles énergies des batteries au lithium ces dernières années, cet équipement deviendra un complément puissant pour l'application des équipements de broyage à jet et des broyeurs à sable dans les matériaux des batteries au lithium. Les clients peuvent choisir des procédés et des équipements de concassage plus économiques et pratiques en fonction de leurs propres exigences en matière de concassage et de traitement de matériaux avec des tailles de particules diversifiées.
Bien sûr, dans le traitement de broyage des médicaments, des produits de santé, des aliments, de l'industrie chimique, etc. qui ne nécessitent aucune pollution magnétique, le broyeur mécanique ultrafin en céramique est également un très bon choix.
Sélection de l'application et de l'équipement du broyeur à jet
Ces dernières années, alors que les performances supérieures des particules ultrafines ont été continuellement affirmées, de plus en plus de chercheurs ont commencé à prêter attention aux travaux de recherche sur la fabrication de poudres fines. En tant que méthode de préparation importante de poudre ultrafine, la technologie de broyage à jet est devenue l'une des méthodes préférées pour développer divers matériaux de micropoudre haute performance.
Le broyeur à jet, également connu sous le nom de broyeur à jet ou broyeur à flux d'énergie, utilise un flux d'air à grande vitesse pour faire entrer en collision le matériau avec les pièces d'impact, l'impact, le cisaillement et d'autres effets à pulvériser. Le produit obtenu en pulvérisant le matériau avec un broyeur à jet a une finesse uniforme, une distribution granulométrique étroite, une pureté élevée, une surface de particules lisse, une forme régulière et une bonne dispersibilité. Pendant le processus de broyage, le matériau est moins pollué, et même un environnement sans pollution et stérile peut être atteint, de sorte qu'il peut être appliqué au broyage ultra-fin dans des domaines tels que l'alimentation et la médecine qui ne sont pas autorisés à être contaminés par des corps étrangers. Le broyeur à jet ne dégage pas beaucoup de chaleur pendant le processus de concassage, il est donc plus adapté au concassage de matériaux à faible point de fusion ou sensible à la chaleur que les autres équipements de concassage. Le degré d'automatisation du processus de production est élevé et peut être utilisé pour une production industrielle à grande échelle. Le broyage à jet peut également réaliser l'opération conjointe de concassage et des étapes de production ultérieures. Par exemple, le broyage et le séchage des matériaux peuvent être réalisés en même temps, et la solution peut également être pulvérisée lors du broyage pour enrober ou modifier la surface de la poudre. Mais il y a des inconvénients tels qu'une grande consommation d'énergie.
Types de broyeurs à jet
Moulin à jet en spirale
Le broyeur à jet en spirale, également connu sous le nom de broyeur à jet à disque horizontal, est le broyeur à jet le plus ancien et le plus largement utilisé dans l'industrie. Il présente les avantages d'une structure simple, d'un fonctionnement pratique, d'une auto-évaluation, etc., mais l'énergie cinétique d'impact de l'équipement n'est pas importante et la résistance à l'écrasement est faible. Lors du traitement de matériaux à haute dureté, la paroi interne du corps entrera en collision et frottera violemment avec la paroi interne de la chambre de broyage en raison de l'action du matériau avec le flux d'air à grande vitesse, ce qui aggravera la pollution de la chambre de broyage et provoquera une certaine pollution du produit. Il convient à une large gamme de matériaux, en particulier les matériaux composés de divers granulats ou granulats.
Broyeur à jet à contre-jet
Le broyeur à jet à contre-jet, également connu sous le nom de broyeur à jet à contre-jet et broyeur à jet inversé, est un type d'équipement à taux d'utilisation d'énergie élevé. Étant donné que le processus de concassage repose principalement sur la collision à grande vitesse entre les particules, il peut efficacement éviter l'usure des pièces d'impact par le flux d'air à grande vitesse, et en même temps améliorer le problème de contamination des matériaux, et la taille des particules du produit est plus fine ; mais l'équipement occupe une grande surface, une consommation d'énergie élevée et une large distribution granulométrique. Il est souvent utilisé pour écraser des matériaux durs, cassants et visqueux.
Broyeur à jet à lit fluidisé
Le broyeur à jet à lit fluidisé est un nouveau type de broyeur à jet, qui présente les avantages d'une distribution granulométrique étroite, d'une efficacité de broyage élevée, d'une faible consommation d'énergie, d'une pollution moindre des produits et d'une usure moindre des accessoires, mais le coût de l'équipement est relativement élevé. Étant donné que le matériau doit être traité dans un état fluidisé avant de pouvoir entrer en collision et être écrasé par le flux d'air, le broyeur à jet à lit fluidisé nécessite généralement que le matériau broyé ait une finesse suffisante, et l'exigence de matériaux à haute densité est plus évidente. Il est souvent utilisé pour le concassage, la dispersion et la mise en forme ultrafins de matériaux en résine synthétique, résine phénolique, médecine, cosmétiques, céramiques avancées, poudre magnétique, matériaux de batterie et autres industries.
À l'avenir, la tendance dominante au développement des équipements de broyage à jet ultra-fin se manifestera principalement par l'augmentation de la production d'une seule machine et la réduction de la consommation d'énergie par unité de produit ; améliorer la finesse du produit et renforcer la limite de broyage des équipements ; régulation en ligne de la finesse des produits et de la distribution granulométrique, etc.
14 méthodes de traitement de revêtement de surface de poudre ultrafine
La poudre ultrafine fait généralement référence à des particules d'une granulométrie de l'ordre du micron ou du nanomètre. Comparé aux matériaux conventionnels en vrac, il a une surface spécifique, une activité de surface et une énergie de surface plus élevées, de sorte qu'il présente d'excellentes propriétés optiques, thermiques, électriques, magnétiques, catalytiques et autres. En tant que matériau fonctionnel, la poudre ultrafine a été largement étudiée ces dernières années et est de plus en plus utilisée dans divers domaines du développement économique national.
1. Méthode de mélange mécanique. En utilisant l'extrusion, l'impact, le cisaillement, le frottement et d'autres forces mécaniques, le modificateur est uniformément réparti sur la surface extérieure des particules de poudre, de sorte que divers composants peuvent se pénétrer et se diffuser pour former un revêtement.
2. Méthode de réaction en phase solide. Mélanger et broyer complètement plusieurs sels métalliques ou oxydes métalliques selon la formule, puis calciner et obtenir directement une poudre de revêtement superfine par réaction à l'état solide.
3. Méthode hydrothermale. Dans un système fermé à haute température et haute pression, l'eau est utilisée comme milieu pour obtenir un environnement physique et chimique spécial qui ne peut pas être obtenu dans des conditions de pression normales, de sorte que le précurseur de la réaction soit complètement dissous et atteigne un certain degré de sursaturation, formant ainsi des éléments de croissance, puis la nucléation et la cristallisation forment une poudre composite.
4. Méthode sol-gel. Premièrement, le précurseur de modificateur est dissous dans de l'eau (ou un solvant organique) pour former une solution uniforme, et le soluté et le solvant subissent une hydrolyse ou une alcoolyse pour obtenir le sol de modificateur (ou son précurseur); puis les particules enrobées prétraitées uniformément mélangées avec le sol, de sorte que les particules soient uniformément dispersées dans le sol, le sol est transformé en un gel après traitement, et calciné à haute température pour obtenir une poudre enrobée d'un modificateur sur la surface externe , réalisant ainsi la modification de surface de la poudre.
5. Méthode de précipitation. Ajouter un précipitant à la solution contenant des particules de poudre, ou ajouter une substance pouvant déclencher la formation d'un précipitant dans le système de réaction, de sorte que les ions modifiés subissent une réaction de précipitation et précipitent à la surface des particules, enrobant ainsi les particules.
6. Méthode de coagulation hétérogène (également appelée "méthode de floculation diverse"). Une méthode basée sur le principe que des particules avec des charges opposées sur la surface peuvent s'attirer et s'agglomérer. Si le diamètre d'un type de particule est beaucoup plus petit que le diamètre d'une autre particule chargée, alors pendant le processus d'agglomération, la petite particule s'adsorbera sur la surface externe de la grande particule pour former un revêtement.
7. Méthode de revêtement par microémulsion. Tout d'abord, le noyau de micro-eau fourni par la microémulsion W/O (eau dans l'huile) est utilisé pour préparer la poudre ultrafine à enrober, puis la poudre est enrobée et modifiée par polymérisation en microémulsion.
8. Méthode de nucléation non uniforme. Selon la théorie du processus de cristallisation LAMER, la couche de revêtement est formée en utilisant la nucléation et la croissance hétérogènes de particules modificatrices sur la matrice de particules revêtues.
9. Méthode de placage autocatalytique. Il fait référence au processus de précipitation des métaux par méthode chimique sans courant externe, y compris la méthode de déplacement, la méthode de placage par contact et la méthode de réduction.
10. Méthode fluide supercritique. C'est une nouvelle technologie encore à l'étude. Dans des conditions supercritiques, la réduction de la pression peut conduire à une sursaturation, et des taux de sursaturation élevés peuvent être atteints, permettant aux solutés solides de cristalliser à partir de solutions supercritiques.
11. Méthode de dépôt chimique en phase vapeur. A une température relativement élevée, le gaz mixte interagit avec la surface du substrat, décomposant certains composants dans le gaz mixte et formant un revêtement métallique ou composé sur le substrat.
12. Méthode à haute énergie. Le procédé de revêtement de nanoparticules en utilisant des rayons infrarouges, des rayons ultraviolets, des rayons γ, une décharge corona, un plasma, etc., est collectivement appelé procédés à haute énergie. La méthode à haute énergie utilise généralement certaines substances avec des groupes fonctionnels actifs pour obtenir un revêtement sur la surface des nanoparticules sous l'action de particules à haute énergie.
13. Méthode de pyrolyse par pulvérisation. Le principe du procédé consiste à pulvériser la solution mixte de plusieurs sels contenant les ions positifs requis dans le brouillard, et à l'envoyer dans la chambre de réaction chauffée à la température définie, et à générer de fines particules de poudre composite à travers la réaction.

Quelles sont les techniques de classification des poudres ultrafines ?
La poudre ultrafine n'est pas seulement la base de la préparation des matériaux de structure, mais aussi un matériau aux fonctions spéciales. Champ requis. Avec l'application de plus en plus large de la poudre ultra-fine dans l'industrie moderne, la position de la technologie de classification des poudres dans le traitement des poudres devient de plus en plus importante.
1. Le sens de la classification
Dans le processus de pulvérisation, seule une partie de la poudre répond généralement aux exigences de taille de particules. Si les produits qui ont atteint les exigences ne sont pas séparés dans le temps, puis pulvérisés avec les produits qui ne répondent pas aux exigences en matière de taille de particules, cela entraînera un gaspillage d'énergie et un broyage excessif de certains produits.
De plus, une fois les particules raffinées dans une certaine mesure, le phénomène de broyage et d'agglomération apparaîtra, et même le processus de broyage se détériorera en raison de la plus grande agglomération des particules. Pour cette raison, dans le processus de préparation de poudre ultrafine, il est nécessaire de classer le produit. D'une part, la granulométrie du produit est contrôlée pour se situer dans la plage de distribution requise ; Broyez ensuite pour améliorer l'efficacité de broyage et réduire la consommation d'énergie.
Avec l'amélioration de la finesse de poudre requise et l'augmentation du rendement, la difficulté de la technologie de classification devient de plus en plus élevée. Le problème de la classification des poudres est devenu la clé pour limiter le développement de la technologie des poudres, et c'est l'une des technologies de base les plus importantes de la technologie des poudres. un. Par conséquent, la recherche sur la technologie et l'équipement de classification des poudres ultrafines est très nécessaire.
2. Le principe de classement
La classification au sens large consiste à diviser les particules en plusieurs parties différentes en utilisant les différentes caractéristiques de taille, de densité, de couleur, de forme, de composition chimique, de magnétisme et de radioactivité des particules. La classification au sens étroit est basée sur le fait que des particules de différentes tailles de particules sont soumises à la force centrifuge, à la gravité, à la force d'inertie, etc. dans le milieu (généralement de l'air et de l'eau), ce qui entraîne différentes trajectoires de mouvement, de manière à réaliser le classification des particules de différentes granulométries.
3. Classification des classificateurs
Selon le milieu utilisé, il peut être divisé en classification sèche (le milieu est l'air) et en classification humide (le milieu est l'eau ou d'autres liquides). La caractéristique de la classification sèche est que l'air est utilisé comme fluide, ce qui est relativement bon marché et pratique, mais il présente deux inconvénients. L'une est qu'il est facile de provoquer une pollution de l'air, et l'autre est que la précision de la classification n'est pas élevée. La classification humide utilise un liquide comme milieu de classification, et il existe de nombreux problèmes de post-traitement, c'est-à-dire que la poudre classée doit être déshydratée, séchée, dispersée et traitée par les eaux usées, etc., mais elle présente les caractéristiques d'une grande précision de classification. et pas de poussière explosive.
Selon qu'il comporte ou non des pièces mobiles, il peut être divisé en deux catégories :
(1) Classificateur statique : il n'y a pas de pièces mobiles dans le classificateur, telles que le classificateur par gravité, le classificateur à inertie, le séparateur à cyclone, le classificateur à flux d'air en spirale et le classificateur à jet, etc. Ce type de classificateur a une structure simple, ne nécessite pas d'alimentation et a de faibles coûts d'exploitation. Le fonctionnement et la maintenance sont plus pratiques, mais la précision de la classification n'est pas élevée, elle ne convient donc pas à la classification de précision.
(2) Classificateur dynamique : il y a des pièces mobiles dans le classificateur, se référant principalement à divers classificateurs à turbine. Ce type de classificateur a une structure complexe, nécessite de l'énergie et consomme beaucoup d'énergie, mais il a une précision de classification élevée et il est facile d'ajuster la taille des particules du classificateur. Tant que la vitesse de rotation de la roue est ajustée, la taille des particules de coupe du classificateur peut être modifiée, ce qui convient à la classification de précision.