
Комплексная технология утилизации отходов, содержащих кальций и магний
Вообще говоря, отходы кальциево-магниевого типа относятся к промышленным отходам, в которых содержание соединений кальция или соединений магния занимает первое место среди всех компонентов в отходах, или сумма содержания соединений кальция и соединений магния составляет более 50% общий остаток отходов (сухая масса). Обычные кальциево-магниевые отходы включают шлак карбида кальция, щелочной шлак, хвосты фосфора, отходы омыления известкового молока и т. д.
1. Остаток отходов типа Ca(OH)2
Взяв в качестве примера порошок шлака из карбида кальция, полученный сухим способом, продукты из легкого карбоната кальция высокой чистоты и нерастворимые нейтральные остатки соответственно получают посредством последовательных стадий, таких как выщелачивание и выщелачивание, фильтрация и промывка, карбонизация фильтрата CO2, сушка и измельчение. Ян Синь и др. предложил использовать известняк для производства карбида кальция в качестве лидера, использовать шлак карбида кальция и промышленно излишки CO2 в качестве сырья, а также реализовать совместное производство ацетилена, пищевого легкого карбоната кальция и цемента. Процесс достигает цели «съесть всухую и выжать» элемент кальция из известняка.
2. Отходы типа Ca(OH)2 с высоким содержанием магния
Остатки отходов омыления содержат как CaCO3, так и Ca(OH)2, а также богаты Mg(OH)2, которые можно классифицировать как отходы с высоким содержанием магния Ca(OH)2, а процесс их полной и всеобъемлющей утилизации относительно сложен. Перенесите остаток отходов омыления в устройство для разложения и экстракции и проведите достаточное перемешивание, реакцию разложения, реакцию выщелачивания NH4Cl и фильтрацию при определенной температуре; полученный выщелачивающий раствор переносят в устройство для карбонизации для реакции карбонизации СО2 I, при этом контролируют температуру и рН реакции, после фильтрации, промывки и сушки получают легкий карбонат кальция, а фильтрат направляют на реакцию выщелачивания. Добавьте соответствующее количество воды к остатку на фильтре после выщелачивания и полностью перемешайте, затем пропустите CO2 для проведения реакции карбонизации II, отфильтруйте и отделите после реакции карбонизации II, полученный фильтрат представляет собой раствор бикарбоната магния, раствор бикарбоната магния можно сразу испарить и разложить для получения продукта MgCO3 полученный остаток на фильтре представляет собой нерастворимый нейтральный остаток.
Остаток отходов омыления можно отделить и восстановить в высокочистый легкий карбонат кальция посредством выщелачивания и выщелачивания, реакции карбонизации CO2 I, реакции карбонизации CO2 II, термического разложения, разделения многократной фильтрацией и других химических реакций, а также фильтрационной сепарации и других единичных операций. , MgCO3 два новых химических материала и нерастворимый нейтральный остаток, так что остаток отходов омыления можно полностью использовать комплексно, потребляя большое количество CO2, чтобы добиться нулевого сброса трех отходов, это новая технология и прорыв, полностью отличающийся от существующее комплексное использование остатков отходов омыления, его социальная выгода, экологическая выгода и экономическая выгода очень очевидны.
3. Остатки отходов CaCO3 с высоким содержанием магния
Порошок фосфорных хвостов подвергается пятистадийным реакциям, включая реакцию прокаливания, реакцию выщелачивания и выщелачивания, реакцию карбонизации выщелачивающей жидкости I, реакцию карбонизации шлака выщелачивания II, реакцию карбонизации II, реакцию аммонификации фильтрата и т. д. После повторной фильтрации и разделения, сушки, измельчения и других физических После работы агрегата можно получить три продукта, включая пищевой легкий карбонат кальция, Mg(OH)2 и концентрат фосфора соответственно.
После отделения большого количества CaCO3 и MgCO3 в фосфорных хвостах они превращаются в продукты из легкого карбоната кальция и Mg(OH)2 пищевого качества соответственно. Остаток представляет собой концентрат фосфора с массовой долей P2O5 более 30%. В результате всего процесса разделения был получен продукт 3 A с высокой добавленной стоимостью, так что фосфорные хвосты были полностью и всесторонне утилизированы.
4. Анализ выгод от комплексной утилизации отходов
Опыты показали, что массовая доля CaCO3 в продукте может достигать 99,9%, а содержание вредных элементов, таких как кадмий, мышьяк, свинец и ртуть, значительно ниже национального стандарта для пищевого легкого карбоната кальция или не может быть обнаружено. . Можно видеть, что этот высокочистый легкий карбонат кальция высокой белизны может быть полностью использован в качестве карбоната кальция электронного качества и карбоната кальция пищевого качества, его стоимость будет в 2-3 раза выше цены обычного легкого карбоната кальция, и его экономические преимущества Можно ожидать, что экологические выгоды и социальные выгоды будут весьма значительными.
7 типов карбоната кальция, обычно используемых в бумажной промышленности
Бумажная промышленность является одним из крупнейших рынков сбыта карбоната кальция. В качестве важного наполнителя и пигмента для покрытия бумаги карбонат кальция богат источниками и дешев по цене; мелкие частицы и высокая белизна позволяют значительно улучшить непрозрачность бумаги; быстрая скорость поглощения чернил может увеличить поглощение чернил бумагой; он может сделать бумагу более мягкой, плотной и глянцевой; это мало влияет на физическую прочность бумаги.
В настоящее время типы карбоната кальция, обычно используемые в бумажной промышленности, в основном включают тяжелый карбонат кальция, легкий карбонат кальция, нанокарбонат кальция, смешанный карбонат кальция, модифицированный карбонат кальция, вискеры карбоната кальция и суспензию карбоната кальция.
1. Тяжелый карбонат кальция
Измельченный карбонат кальция используется в качестве наполнителя для бумаги, и количество добавки относительно велико, что мало влияет на прочность бумаги и эффект проклейки, а также имеет хорошие характеристики при производстве бумаги. Недостатком является то, что белизна и непрозрачность бумаги немного плохие, и необходимо добавлять диспергатор.
Молотый карбонат кальция в основном используется в качестве наполнителя в бумаге для печати, писчей, офисной и рекламной бумаги, кроме сигаретной бумаги, фильтровальной бумаги и специальной бумаги для информационных материалов небольшого количества.
2. Легкий карбонат кальция
В качестве наполнителя бумаги легкий карбонат кальция может придать бумаге высокую непрозрачность, низкий износ бумагоделательной машины и отсутствие необходимости добавления диспергатора. Недостатком является то, что удельная площадь поверхности велика, что ухудшает эффект проклейки; сильное удержание воды, что не способствует увеличению скорости бумагоделательной машины.
3. Нанокарбонат кальция
После добавления наполнителей из нанокарбоната кальция в процессе изготовления бумаги бумага имеет следующие характеристики: она может замедлять старение бумаги, так что бумагу можно хранить в течение более длительного времени; он может заставить бумагу поглощать определенное количество ультрафиолетовых лучей; бумага не желтеет и не выцветает, становится хрупкой, обладает хорошими изоляционными свойствами и т. д.
В качестве наполнителя для производства бумаги нанокарбонат кальция обычно используется в производстве специальных бумажных изделий, таких как подгузники, гигиенические салфетки, бумага для цветной печати, бумажные полотенца и воздухопроницаемые пленки.
4. Смешанный карбонат кальция
Смешанный карбонат кальция (HCC) предназначен для использования ионного полимера для приготовления смеси измельченного карбоната кальция и оксида кальция в преагломераты, а затем обработки предварительных агломератов диоксидом углерода для образования нового карбоната кальция между GCC и, наконец, для образования углекислого кальция. продукты. Процесс получения карбоната кальция с последующим перемешиванием примерно такой же, как и процесс получения ГЦК, за исключением того, что первый заполнитель образуется только из измельченного карбоната кальция, а после того, как приготовлен предварительный агломерат измельченного карбоната кальция, такое же количество оксида кальция, как и добавляется процесс HCC, а затем впрыскивается диоксид углерода. Новый карбонат кальция образуется снаружи первого агрегата GCC, а конечным продуктом карбоната кальция является постперемешанный карбонат кальция (PostHCC или pHCC).
5. Модифицированный карбонат кальция
Модификация поверхности карбоната кальция может придать карбонату кальция превосходные физические и химические свойства. Например, хитозан использовали для модификации органического покрытия осажденного карбоната кальция (ОКК) методом щелочного осаждения. После модификации эффективность фильтрации воды заполненной суспензией несколько улучшилась, а также изменилась растворимость. Индекс прочности бумаги значительно улучшается.
6. Усы карбоната кальция
Усы карбоната кальция относятся к кристаллической структуре арагонитового карбоната кальция, обладают высоким модулем упругости, термостойкостью, износостойкостью, теплоизоляцией и другими хорошими свойствами, а также имеют материал усов с большим соотношением сторон, коротким волокном и малым диаметром (микронный уровень) и высокие прочностные характеристики.
7. Суспензия карбоната кальция
Практика показала, что использование суспензии карбоната кальция имеет более весомые преимущества, чем твердый кальций. С одной стороны, суспензия кальция не прошла процесс сушки, то есть без механического трения и столкновения, и полностью сохраняет естественную кристаллическую форму, а форма и размер имеют тенденцию быть более однородными. С другой стороны, суспензия кальция не подвергалась механическому трению и столкновению, а кристаллический мусор меньше, а конец кристаллической формы сохраняет исходное тупое состояние, и почти нет повреждений.
Тяжелый карбонат кальция, легкий карбонат кальция, нанокарбонат кальция, смешанный карбонат кальция, активный карбонат кальция, усы карбоната кальция и т. д. имеют свои преимущества в качестве наполнителей для изготовления бумаги. Следовательно, выбор карбоната кальция должен определяться в соответствии с фактическими требованиями процесса производства бумаги. Конечно.

Способ производства гидроксида кальция и его применение в пищевой промышленности
Гидроксид кальция, также известный как гашеная известь или гашеная известь, обычно находится в форме порошка с широким спектром сырья и низкой стоимостью. Он широко используется в пищевой, медицинской, химической промышленности, очистке питьевой воды и других областях.
Способ производства гидроксида кальция
Гидроксид кальция получают химической реакцией оксида кальция и воды. Необработанный известняк очищают и прокаливают при высокой температуре для получения негашеной извести (оксида кальция). Существует два способа получения гидроксида кальция из негашеной извести: сухой способ и мокрый способ.
Сухое производство гидроксида кальция в настоящее время является распространенным методом переработки. Он может реализовать автоматическое производство, производственный процесс является экологически чистым, производительность большая, качество стабильное, производимый гидроксид кальция не содержит примесей и обладает хорошей активностью. Постепенно она стала основной технологией обработки.
Продукты гидроксида кальция, полученные сухим способом, более широко используются, чем молочный гидроксид кальция, в основном используются в химической промышленности, охране окружающей среды, строительстве, пищевой, медицинской и других областях, а также более удобны для хранения и транспортировки.
Применение гидроксида кальция в пищевой промышленности
(1) Кальций
На рынке представлено около 200 видов препаратов кальция, включая карбонат кальция, цитрат кальция, лактат кальция и глюконат кальция. Гидроксид кальция широко используется в качестве сырья в промышленности по производству кальция, среди которых распространен глюконат кальция.
(2) сухое молоко
Гидроксид кальция в качестве регулятора кислотности может использоваться в сухом молоке (включая сухое молоко с сахаром), сухих сливках и продуктах его модуляции, пищевых смесях для детского питания, и количество используемого продукта соответствует потребностям производства.
(3) Рисовый тофу и лапша с мороженым
Используйте замоченный рис, добавьте воду, перетрите в рисовое молоко, добавьте гашеную известковую воду, равномерно перемешайте, нагрейте и помешивайте, пока рисовое молоко не сварится и не станет густым. В форму заливаем кипяченое рисовое молоко, и после того, как оно полностью остынет, его можно нарезать ножом на мелкие кусочки, и готов рисовый тофу.
(4) консервированные яйца
Гашеная известь, кальцинированная сода и зола растений используются в качестве сырья для приготовления пасты и нанесения ее на поверхность яйца. Через некоторое время оно становится консервированным яйцом, которое можно есть непосредственно с помощью химического воздействия. Когда белок сталкивается с сильной щелочью, он постепенно становится прозрачной водой. Если щелочной раствор продолжит поступать в яйцо через полупроницаемую оболочку, щелочность будет продолжать увеличиваться, а молекулы основного белка начнут полимеризоваться и вязкость будет постепенно увеличиваться, превращаясь в гель и образуя законсервированные яйца. Если щелочи слишком много, это отрицательно скажется на качестве консервированных яиц.
(5) Конжаковая пища
Существует 2000-летняя история народного производства и использования конжакового геля в пищу в нашей стране. Метод производства заключается в добавлении 30-50-кратного количества воды к порошку конжака, размешивании его в пасту, добавлении 5-7% гидроксида кальция порошка конжака, перемешивании и затвердевании.
(6) Производство сахара
В процессе производства сахара гидроксид кальция используется для нейтрализации кислоты в сиропе, а затем вводится диоксид углерода, чтобы оставшийся гидроксид кальция осаждался и отфильтровывался, чтобы уменьшить кислый вкус сахара. Он также может соединяться с сахарозой с образованием соли сахарозы, поэтому его можно использовать для обессахаривания мелассы или рафинирования сахара.
(7) Другие
Гидроксид кальция используется в качестве буфера, нейтрализатора и отвердителя для пива, сыра и какао-продуктов. Благодаря своим функциям регулирования pH и коагуляции его также можно использовать в синтезе лекарств, пищевых добавок, высокотехнологичного биоматериала ГК, кормовой добавки VC фосфата и нафтената кальция, лактата кальция, цитрата кальция и добавок для сахарной промышленности. водоподготовка и синтез других полноценных органических химикатов. Полезно приготовить регуляторы кислотности и источники кальция, такие как съедобные мясные полуфабрикаты, продукты из конжака, напитки и медицинские клизмы.

Введение и применение неметаллического порошка - порошка слюды
Слюда - это общий термин для минералов группы слюды. Это алюмосиликат металлов, таких как калий, магний, железо и литий. Структура вся многоуровневая. С точки зрения формирования его можно разделить на два типа: натуральная слюда и искусственная слюда. К природным слюдяным рудам относятся в основном биотит, флогопит, мусковит, лепидолит, серицит, зеленая слюда, железистый лепидолит и др. Наиболее широкое применение в промышленности имеют мусковит, серицит, флогопит и лепидолит. Синтетическая слюда — это компонент, который люди имитируют слюду. Оксиды металлов смешивают в определенной пропорции, а затем плавят при высокой температуре. В процессе охлаждения они перекристаллизовываются с образованием чистых кристаллов слюды.
1. Москвич
Московит является наиболее используемым в промышленности. Сверхтонкий порошок слюды можно использовать в качестве функциональных наполнителей в пластмассах, красках, красках, каучуках и т. д., которые могут улучшить их механическую прочность, повысить ударную вязкость, адгезию, защиту от старения и коррозионную стойкость. В промышленности он в основном используется из-за его изоляционной и термостойкости, а также кислотостойкости, щелочестойкости, сопротивления сжатию и свойствам отслаивания, а также используется в качестве изоляционного материала для электрооборудования и электрооборудования; во-вторых, он используется для изготовления паровых котлов и топок для плавки окон печей и механических деталей. Слюдяная стружка и порошок слюды могут быть переработаны в слюдяную бумагу, а также могут заменить листы слюды для производства различных изоляционных материалов с низкой стоимостью и одинаковой толщиной.
2. Серицит
Минеральные агрегаты серицита розовые, телесно-красные, серо-зеленые, светло-серо-фиолетовые, серо-темно-серые и так далее. Но порошок весь белый. При попадании железа в решетку порошок становится белым с серым, соответственно белизна уменьшается. Серицит имеет форму мелких чешуек (обычно <0,01 мм) и имеет отчетливое скользкое ощущение. Серицит имеет сильный шелковистый блеск, от прозрачного до полупрозрачного. Он имеет умеренные коэффициент пропускания света и укрывистости, а также обладает способностью отражать ультрафиолетовые лучи. Перечисленные свойства определяют уникальность применения серицита. Поскольку серицит обычно имеет форму мелких чешуек, он широко используется в лакокрасочной, бумажной, химической, резиновой и пластмассовой промышленности.
3. Флогопит
Природный флогопит имеет темный флогопит и светлый флогопит. Флогопит характеризуется полной спайностью слюды, желто-коричневой окраской и золотистыми отблесками. Он широко используется в промышленности строительных материалов, противопожарной защиты, огнетушащем веществе, сварочной проволоке, пластмассе, электроизоляции, производстве бумаги, асфальтовой бумаги, резины, перламутрового пигмента и других химических отраслях промышленности.
4. Синтетическая слюда
Синтетическая слюда, также известная как фтористый флогопит, производится путем имитации состава и структуры натуральной слюды с использованием кварца и другого сырья путем высокотемпературного плавления и кристаллизации при постоянной температуре. По сравнению с натуральной слюдой синтетическая слюда менее ограничена условиями природных ресурсов, ее структура аналогична натуральной слюде, а ее чистота, прозрачность, теплоизоляция и устойчивость к высоким температурам лучше, чем у натуральной слюды, поэтому ее можно полностью использовать в некоторых промышленных целях. . Заменяя или даже превосходя природную слюду, она обладает сильной жизненной силой и перспективами развития. Это новый материал из искусственно синтезированных чешуйчатых неметаллических кристаллов, имеющий стратегическое значение. В настоящее время основной целью синтетической слюды является измельчение слюды в порошок слюды с различными размерами частиц. Его отрасли применения включают в себя покрытия, резину, пластмассы, слюдяную бумагу, слюдяную керамику, специальные синтетические волнопоглощающие материалы, синтетические слюдяные электронагревательные пластины, обрабатываемую керамику и синтетические слюдяные перламутровые пигменты и другие применения.
Преимущества сухого помола
1. Производственный процесс прост, без лишнего оборудования и длинных производственных линий;
2. Отсутствие потребности в воде и тепловой энергии, меньшая потребность в энергии;
3. По сравнению с мокрым методом цена конечного продукта ниже, а эффективность затрат выше для некоторых менее требовательных продуктов наполнителя;
4. Эффективность производства относительно выше, чем у мокрого метода.
Зачем вам нужен сверхтонкий измельчитель для предварительной обработки процесса измельчения?
В настоящее время многие материалы должны быть представлены в различных формах в зависимости от того, как люди их используют. Например, китайские лекарственные материалы пользователям необходимо превратить в гранулы, измельчить в порошок и так далее. Для выполнения этих шагов требуются измельчители из нержавеющей стали в качестве основы для их процедур предварительной обработки. Измельчитель из нержавеющей стали должен сначала раздробить эти большие куски материалов на мелкие, а затем измельчить их в порошок или сделать таблетки в соответствии со спросом. Почему его нельзя просто измельчить в порошок с помощью кофемолки? Вам нужно купить еще один ультратонкий измельчитель?
Значение ультратонкого измельчителя заключается в следующем:
Во-первых, пусть материал будет измельчен в порошок быстрее и эффективнее. Сначала используйте грубую дробилку, чтобы раздробить эти громоздкие материалы странной формы на мелкие кусочки. Для вторичного дробления ультратонкий измельчитель намного проще и удобнее, а получаемый порошок более деликатный, и в то же время увеличивается производительность.
Во-вторых, продолжайте использовать измельчитель. Предотвращение прямого измельчения измельчителем материалов с большой твердостью, большим диаметром и высокой вязкостью в определенной степени защищает измельчитель.
В-третьих, обеспылить материал. Ультратонкий измельчитель оснащен устройством для удаления пыли, которое может удалять пыль с материалов в процессе дробления в определенном диапазоне, эффективно улучшая рабочую среду.
Какие материалы можно измельчать струйным фрезерованием?
Любой кристаллический или хрупкий порошок можно измельчить в струйной мельнице. Влажные материалы также можно быстро высушить и измельчить одновременно с помощью нагретого воздуха или перегретого пара.
Каковы характеристики продуктов струйного фрезерования?
Одной из наиболее важных характеристик продуктов струйного измельчения является резкое увеличение площади поверхности. При уменьшении до 5 микрон продукт с размером ячеек 30 меш имеет 1 643 000-кратное увеличение количества частиц и 118-кратное увеличение площади поверхности. Это сокращает время реакции химических веществ. Эффективность лекарства увеличивается за счет увеличения площади поверхности, поэтому для выполнения той же работы требуется меньшая доза лекарства. Лекарства для людей, страдающих астмой, должны попасть глубоко в легкие, а частицы в лекарстве, состоящие из очень мелких частиц, проникают еще глубже. Струйная мельница измельчает лекарственный порошок достаточно мелко, чтобы его можно было пройти через иглу для подкожных инъекций. Наполнители и наполнители, такие как продукты из глины и кремнезема, точно измельчаются для использования в тонкой бумаге и пластиковых изделиях. В пестицидах, гербицидах и других продуктах растительного происхождения, измельченных в струйной мельнице, будет использоваться меньше активных ингредиентов, чтобы покрыть большую площадь поверхности, что сократит затраты.

Медицинское оборудование сверхтонкого измельчения - струйная мельница
Микронизация сырья позволяет значительно улучшить растворимость малорастворимых лекарственных средств, а скорость растворения твердых препаратов, приготовленных из ультрадисперсных порошкообразных малорастворимых лекарственных средств, может удовлетворить требованиям отечественной оценки консистенции. Струйная мельница является одним из наиболее важных компонентов оборудования сверхтонкого измельчения, которое может измельчать материал до порошка размером в несколько микрон. Струйная мельница, также известная как струйная мельница или мельница с проточной энергией, использует высокоскоростной воздушный поток или перегретый пар для столкновения, измельчения и резки материалов с целью их дробления.
Принцип работы струйной мельницы в процессе приготовления порошка
После того, как сжатый воздух или инертный газ находится под давлением в сопле, сила впрыска высокоскоростной эластичной жидкости используется для создания сильного удара, сдвига, столкновения и трения между частицами, газом и частицами, частицами и стенкой и другими компонентами. И так далее. В то же время под действием центробежной силы вращения воздушного потока или в сочетании с классификатором крупные и мелкие частицы классифицируются для достижения сверхтонкого измельчения.
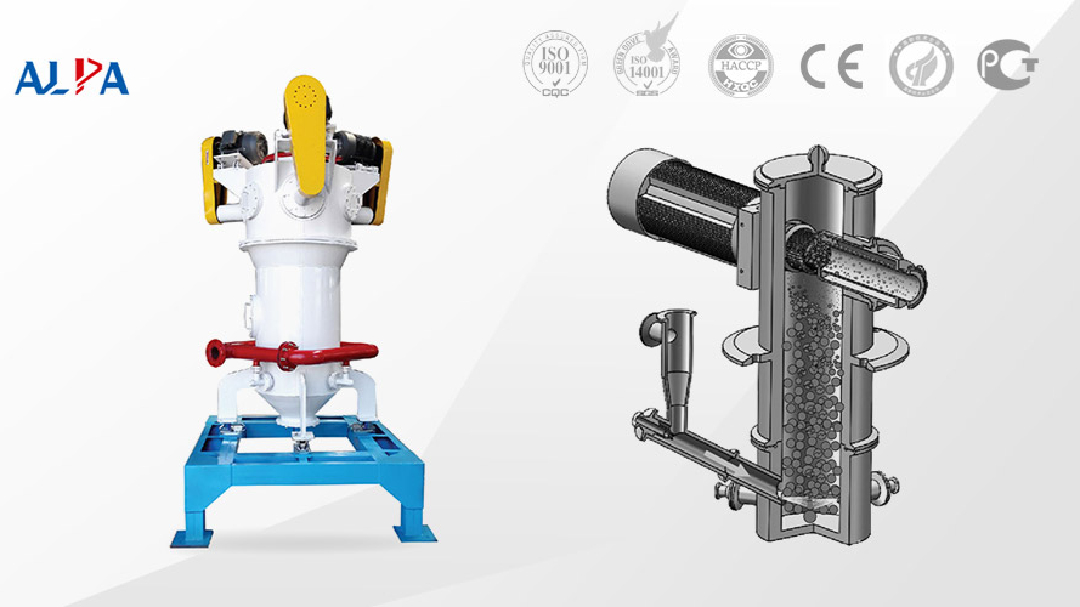
(1) Плоскоструйная мельница
Плоскоструйная мельница также называется дисковой струйной мельницей. Принцип работы этого типа оборудования заключается в том, что сжатый воздух поступает в камеру распределения воздуха через входное отверстие, что создает отрицательное давление, а материал поступает в камеру смешивания, а затем распыляется в камеру дробления высокоскоростным потоком воздуха. выбрасывается из сопла. комната. Радиальное направление сопла и камеры дробления имеет определенный угол, поэтому материал вращается с очень большой скоростью под высокоскоростным потоком воздуха, выбрасываемым из сопла, и совершает круговое движение. Материалы сталкиваются друг с другом, и внутренняя стенка камеры дробления сталкивается, перетирается и т. д., поэтому материалы измельчаются. Крупные материалы, не соответствующие требованиям, отбрасываются к стене для продолжения дробления под действием центробежной силы, а мелкий порошок поступает в систему сбора струйной мельницы из выходного патрубка дробилки для сбора продуктов измельчения.

(2) Струйная мельница с псевдоожиженным слоем (встречное распыление)
Струйная мельница с псевдоожиженным слоем (противоположная струя) - это более новая струйная мельница. Принцип работы встречно-струйной мельницы с псевдоожиженным слоем заключается в том, что воздушный поток проходит через группу сопел (количество > 2), образуя поле встречно-струйного течения в мельнице, и материал псевдоожижается. Материалы в струйной мельнице будут иметь сильное столкновение, трение и удар между частицами в точке пересечения струи сопла, а затем будут раздавлены. Пылевидный порошок проходит через классификатор под действием отрицательного давления, а продукты, соответствующие требованиям, собираются циклонным сепаратором и пылеуловителем, а более крупные частицы, не соответствующие требованиям, возвращаются в зону дробления для измельчения под давлением. влияние гравитации.

Характеристики струйной мельницы для измельчения лекарств
1. Диапазон распределения частиц по размерам узкий, а средний размер частиц небольшой.
Благодаря процессу измельчения воздушного потока под высоким давлением и центробежной силе вращения воздушного потока прецизионного классификатора реализуется автоматическая классификация частиц различных размеров. Распределение частиц полученных продуктов по размерам является узким, средний размер частиц мелкий, а размер частиц D50 составляет от 5 до 10 мкм.
2. Форма порошка хорошая, чистота продукта высокая.
Внешний вид порошка, полученного струйной мельницей, сферический, поверхность частиц гладкая, форма правильная, дисперсия хорошая, механический износ в процессе измельчения небольшой, чистота продукта высокая.
3. Подходит для препаратов с низкой температурой плавления и термочувствительных препаратов.
Струйный измельчитель приводится в действие сжатым воздухом, а высокоскоростная струя пневматически создает эффект Джоуля-Томсона. Пневматическое адиабатическое столкновение с соплом снижает температуру системы дробления и компенсирует тепло, выделяемое при столкновении и трении лекарств.
4. Хорошая герметизация, отсутствие загрязнения
Благодаря хорошей герметичности струйной мельницы выход продукта высок; весь процесс дробления осуществляется под отрицательным давлением, без утечек, без загрязнения окружающей среды и может работать в асептических условиях.
5. Онлайн-операция дробления-смешивания-сушки
Струйная мельница может выполнять операции в режиме онлайн, такие как измельчение, смешивание и сушка, а также может одновременно модифицировать лекарственный порошок. Например, некоторые лекарства распыляются в жидкость во время измельчения, покрывая и модифицируя частицы.
Струйная мельница стала первым выбором для разработки различных высокоэффективных микропорошковых материалов.
Керамический ударный измельчитель, экологически чистое производство сверхтонкого порошка

Для традиционного механического дробления это, как правило, процесс дробления материалов с применением механических сил, таких как сдвиг, экструзия, удар и измельчение. Измельченные материалы должны находиться в непосредственном контакте с мелющими телами или мелющими телами, в то время как традиционные мелющие тела в основном изготавливаются из различных металлических материалов, и неизбежно попадание металлических примесей из-за истирания. Поэтому применение механических измельчителей сильно ограничено в таких областях, как литиевые батареи, лекарства, товары для здоровья и продукты питания, требующие экологически чистого измельчения.
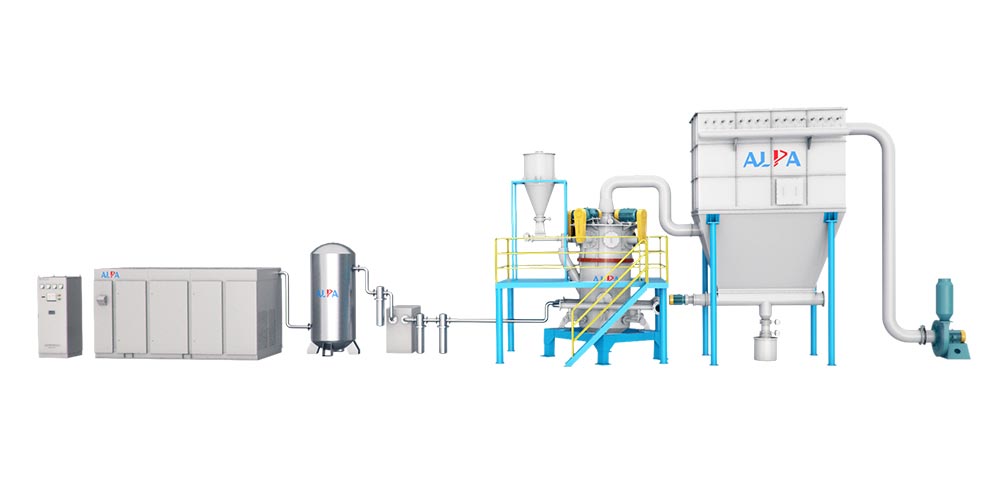
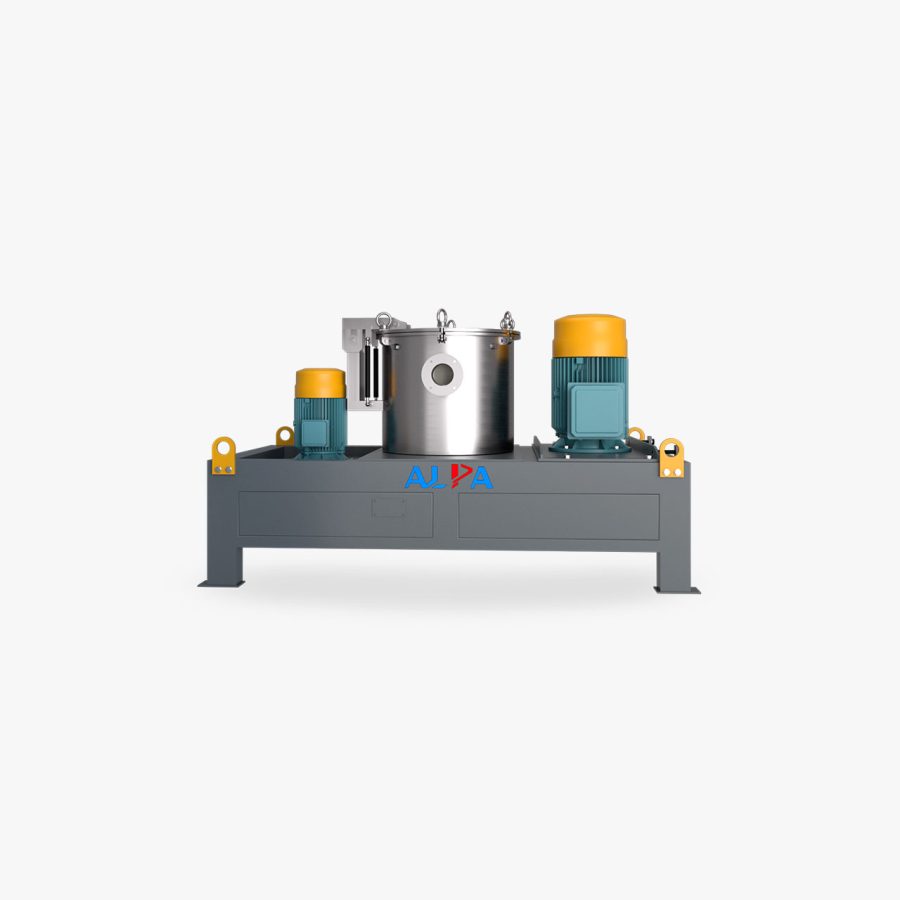
Если вы хотите использовать механическую мельницу в промышленности без магнитного загрязнения, это необходимо в конструкции дробильной машины. Часть, контактирующая с материалом в процессе дробления, должна быть керамической конструктивной частью. Shenfei Powder (Hangsheng Industry) разработала и произвела керамический механический сверхтонкий измельчитель в соответствии с потребностями клиентов во время исследования процесса измельчения материалов литиевых батарей. Размер частиц сырья для этого типа оборудования составляет < 3 мм, а размер частиц продукта можно регулировать в диапазоне 5-100 мкм. Весь набор оборудования отличается высокой системной интеграцией, низким расходом мелкодисперсного порошка, высокой производительностью, хорошей формой частиц и строгим контролем крупных частиц. Его очень любят пользователи литиевых батарей.
Принцип работы керамического механического сверхтонкого измельчителя заключается в том, что материал равномерно направляется в камеру измельчения системой подачи и подвергается воздействию центробежной силы под воздействием диска измельчения, сталкивается с зубчатым венцом измельчителя и измельчается различными силами, такими как сдвиг, трение и столкновение; продукт перемещается в зону классификации с воздушным потоком и отделяется классификационным колесом, управляемым преобразованием частоты.
В настоящее время керамический механический сверхтонкий измельчитель, разработанный и производимый компанией alpa Powder, имеет 20-летний опыт применения в производстве литиевых аккумуляторов. Это оборудование особенно подходит для измельчения материалов с размером частиц более 5 микрон и отличается высокой эффективностью и энергосбережением. В связи с бурным ростом отрасли новой энергетики с литиевыми батареями в последние годы это оборудование станет мощным дополнением к применению оборудования для струйной мельницы и песчаных мельниц в материалах для литиевых батарей. Клиенты могут выбрать более экономичные и практичные процессы и оборудование для дробления в соответствии со своими требованиями к дроблению и переработке материалов с различными размерами частиц.
Конечно, при дроблении лекарственных средств, товаров медицинского назначения, продуктов питания, химической промышленности и т. д., которые не требуют магнитного загрязнения, керамический механический ультратонкий измельчитель также является очень хорошим выбором.
Применение и выбор оборудования струйной мельницы
В последние годы, поскольку превосходные характеристики ультрадисперсных частиц постоянно подтверждаются, все больше и больше исследователей начинают обращать внимание на исследовательскую работу по производству мелкодисперсных порошков. В качестве важного метода получения ультрадисперсного порошка технология струйного измельчения стала одним из предпочтительных методов для разработки различных высокоэффективных микропорошковых материалов.
Струйная мельница, также известная как струйная мельница или мельница с потоком энергии, использует высокоскоростной воздушный поток, чтобы заставить материал сталкиваться с ударными частями, ударами, сдвигом и другими эффектами для измельчения. Продукт, полученный измельчением материала в струйной мельнице, имеет однородную крупность, узкий гранулометрический состав, высокую чистоту, гладкую поверхность частиц, правильную форму и хорошую диспергируемость. В процессе дробления материал меньше загрязняется, и даже может быть достигнута свободная от загрязнения и стерильная среда, поэтому его можно применять для сверхтонкого измельчения в таких областях, как продукты питания и лекарства, которые не могут быть загрязнены посторонними предметами. Струйная мельница не выделяет много тепла в процессе дробления, поэтому она больше подходит для дробления материалов с низкой температурой плавления или термочувствительностью, чем другое дробильное оборудование. Степень автоматизации производственного процесса высока и может быть использована для крупносерийного промышленного производства. Струйное измельчение также может реализовать совместную операцию дробления и последующих этапов производства. Например, измельчение и сушка материалов могут осуществляться одновременно, а раствор также может распыляться во время измельчения для покрытия или модификации поверхности порошка. Но есть и недостатки, такие как большое энергопотребление.
Типы струйных мельниц
Спиральная струйная мельница
Спиральная струйная мельница, также известная как горизонтальная дисковая струйная мельница, является самой ранней и наиболее широко используемой струйной мельницей в промышленности. Он имеет преимущества простой конструкции, удобной работы, самосортировки и т. Д., Но кинетическая энергия удара оборудования невелика, а прочность на раздавливание низкая. При обработке материалов с высокой твердостью внутренняя стенка корпуса будет сильно сталкиваться и тереться о внутреннюю стенку камеры измельчения из-за воздействия на материал высокоскоростного воздушного потока, что усугубит загрязнение камеры измельчения и вызовет определенное загрязнение продукта. Он подходит для широкого спектра материалов, особенно материалов, состоящих из различных заполнителей или заполнителей.
Противоструйная мельница
Встречная струйная мельница, также известная как встречная струйная мельница и обратная струйная мельница, представляет собой оборудование с высоким коэффициентом использования энергии. Поскольку процесс дробления в основном основан на высокоскоростном столкновении между частицами, он может эффективно избежать износа ударных частей высокоскоростным потоком воздуха и в то же время решить проблему загрязнения материала, а размер частиц продукта меньше; но оборудование занимает большую площадь, высокое энергопотребление и широкий гранулометрический состав. Он часто используется для дробления твердых, хрупких и вязких материалов.
Струйная мельница с псевдоожиженным слоем
Струйная мельница с псевдоожиженным слоем - это новый тип струйной мельницы, который имеет преимущества узкого распределения частиц по размерам, высокой эффективности дробления, низкого энергопотребления, меньшего загрязнения продукта и меньшего износа аксессуаров, но стоимость оборудования относительно высока. Поскольку материал необходимо обрабатывать в псевдоожиженном состоянии, прежде чем он может столкнуться и раздавиться воздушным потоком, струйная мельница с псевдоожиженным слоем обычно требует, чтобы измельченный материал имел достаточную крупность, а требование к материалам с высокой плотностью является более очевидным. Он часто используется для сверхтонкого дробления, диспергирования и формования материалов из синтетических смол, фенольных смол, медицины, косметики, современной керамики, магнитного порошка, аккумуляторных материалов и других отраслей промышленности.
В будущем основная тенденция развития оборудования для сверхтонкого струйного измельчения в основном будет проявляться в увеличении производительности одной машины и снижении энергопотребления на единицу продукции; повышение крупности продукта и усиление предела дробления оборудования; онлайн-регулирование крупности продукта и гранулометрического состава и т. д.
14 методов поверхностной обработки покрытия из ультрадисперсного порошка
Ультрадисперсный порошок обычно относится к частицам с размером микрона или нанометра. По сравнению с сыпучими обычными материалами, он имеет большую удельную площадь поверхности, поверхностную активность и более высокую поверхностную энергию, поэтому он обладает превосходными оптическими, тепловыми, электрическими, магнитными, каталитическими и другими свойствами. В качестве функционального материала сверхдисперсный порошок в последние годы широко изучается и находит все более широкое применение в различных областях народного хозяйства.
1. Метод механического перемешивания. С помощью экструзии, удара, сдвига, трения и других механических сил модификатор равномерно распределяется по внешней поверхности частиц порошка, благодаря чему различные компоненты могут проникать и диффундировать друг в друга с образованием покрытия.
2. Метод твердофазной реакции. Полностью смешать и измельчить несколько солей металлов или оксидов металлов в соответствии с формулой, затем прокалить и напрямую получить сверхтонкий порошок покрытия посредством твердофазной реакции.
3. Гидротермальный метод. В замкнутой системе высокой температуры и высокого давления вода используется как среда для получения особой физико-химической среды, которую невозможно получить в условиях нормального давления, так что предшественник реакции полностью растворяется и достигает определенной степени пересыщения, тем самым формируя элементы роста, а затем зародышеобразование и кристаллизация делают композитный порошок.
4. Золь-гель метод. Сначала предшественник модификатора растворяют в воде (или органическом растворителе) с образованием однородного раствора, а растворенное вещество и растворитель подвергают гидролизу или алкоголизу с получением золя модификатора (или его предшественника); затем предварительно обработанные частицы с покрытием равномерно смешивают с золем, чтобы частицы были равномерно диспергированы в золе, после обработки золь превращается в гель и прокаливают при высокой температуре для получения порошка, покрытого модификатором на внешней поверхности , тем самым реализуя модификацию поверхности порошка.
5. Метод осаждения. К раствору, содержащему частицы порошка, добавляют осадитель или добавляют вещество, способное вызвать образование осадителя в реакционной системе, чтобы модифицированные ионы подверглись реакции осаждения и выпали в осадок на поверхности частиц, покрывая тем самым частицы.
6. Метод гетерогенной коагуляции (также известный как «метод смешанной флокуляции»). Метод, основанный на том принципе, что частицы с противоположными зарядами на поверхности могут притягиваться друг к другу и агломерироваться. Если диаметр частиц одного типа намного меньше диаметра другой заряженной частицы, то в процессе агломерации малая частица будет адсорбироваться на внешней поверхности крупной частицы с образованием покрытия.
7. Метод нанесения микроэмульсионного покрытия. Сначала микроводяное ядро, образованное микроэмульсией В/М (вода-в-масле), используется для приготовления ультрадисперсного порошка, подлежащего покрытию, а затем порошок покрывается и модифицируется с помощью микроэмульсионной полимеризации.
8. Метод неравномерной нуклеации. В соответствии с теорией процесса кристаллизации LAMER слой покрытия формируется за счет использования гетерогенного зародышеобразования и роста частиц модификатора на матрице частиц с покрытием.
9. Метод химического покрытия. Это относится к процессу осаждения металла химическим методом без внешнего тока, включая метод вытеснения, метод контактного покрытия и метод восстановления.
10. Сверхкритический флюидный метод. Это новая технология, которая еще находится в стадии изучения. В сверхкритических условиях снижение давления может привести к пересыщению, а высокие скорости пересыщения могут быть достигнуты, позволяя твердым растворенным веществам кристаллизоваться из сверхкритических растворов.
11. Метод химического осаждения из паровой фазы. При относительно высокой температуре смешанный газ взаимодействует с поверхностью подложки, разлагая некоторые компоненты смешанного газа и образуя на подложке металлическое или составное покрытие.
12. Высокоэнергетический метод. Метод покрытия наночастиц с использованием инфракрасных лучей, ультрафиолетовых лучей, γ-лучей, коронного разряда, плазмы и т. д. в совокупности называется высокоэнергетическими методами. В высокоэнергетическом методе обычно используют некоторые вещества с активными функциональными группами для получения покрытия на поверхности наночастиц под действием высокоэнергетических частиц.
13. Метод спрей-пиролиза. Принцип процесса заключается в том, чтобы распылить смешанный раствор нескольких солей, содержащих необходимые положительные ионы, в туман и отправить его в реакционную камеру, нагретую до заданной температуры, и в результате реакции получить мелкие композитные порошкообразные частицы.

Каковы методы классификации ультрадисперсных порошков?
Ультрадисперсный порошок является не только основой для получения конструкционных материалов, но и материалом со специальными функциями. Поле, обязательное для заполнения. По мере все более широкого применения ультратонких порошков в современной промышленности все более важным становится положение технологии классификации порошков в обработке порошков.
1. Значение классификации
В процессе измельчения только часть порошка обычно соответствует требованиям к размеру частиц. Если продукты, соответствующие требованиям, не отделить вовремя, а затем измельчить вместе с продуктами, не отвечающими требованиям по размеру частиц, это приведет к растрате энергии и чрезмерному измельчению некоторых продуктов.
Кроме того, после того, как частицы будут измельчены до определенной степени, появятся явления дробления и агломерации, и даже процесс дробления ухудшится из-за агломерации более крупных частиц. По этой причине в процессе приготовления ультрадисперсного порошка необходимо классифицировать продукт. С одной стороны, размер частиц продукта контролируется, чтобы он находился в пределах требуемого диапазона распределения; Затем раздавите, чтобы повысить эффективность дробления и снизить потребление энергии.
С улучшением требуемой крупности порошка и увеличением производительности сложность технологии классификации становится все выше и выше. Проблема классификации порохов стала ключевой, ограничивающей развитие пороховой техники, и является одной из важнейших базовых технологий пороховой технологии. один. Поэтому исследования технологии и оборудования для классификации ультратонких порошков очень необходимы.
2. Принцип классификации
Классификация в широком смысле заключается в разделении частиц на несколько различных частей с использованием различных характеристик размера частиц, плотности, цвета, формы, химического состава, магнетизма и радиоактивности. Классификация в узком смысле основана на том факте, что частицы разного размера в среде (обычно в воздухе и воде) подвергаются действию центробежной силы, силы тяжести, силы инерции и т. д., что приводит к различным траекториям движения, чтобы реализовать классификация частиц разного размера.
3. Классификация классификаторов
В зависимости от используемой среды ее можно разделить на сухую классификацию (среда — воздух) и влажную классификацию (среда — вода или другие жидкости). Особенностью сухой классификации является то, что в качестве жидкости используется воздух, что относительно дешево и удобно, но имеет два недостатка. Во-первых, легко вызвать загрязнение воздуха, а во-вторых, точность классификации невысока. Влажная классификация использует жидкость в качестве среды классификации, и существует множество проблем с последующей обработкой, то есть классифицированный порошок необходимо обезвоживать, сушить, диспергировать, очищать сточные воды и т. д., но он обладает характеристиками высокой точности классификации. и никакой взрывоопасной пыли.
В зависимости от наличия движущихся частей его можно разделить на две категории:
(1) Статический классификатор: в классификаторе нет движущихся частей, таких как гравитационный классификатор, инерционный классификатор, циклонный сепаратор, спиральный классификатор воздушного потока, струйный классификатор и т. д. Этот тип классификатора имеет простую структуру, не требует питания и имеет низкие эксплуатационные расходы. Эксплуатация и техническое обслуживание более удобны, но точность классификации невысока, поэтому она не подходит для точной классификации.
(2) Динамический классификатор: в классификаторе есть движущиеся части, в основном относящиеся к различным классификаторам турбин. Этот тип классификатора имеет сложную структуру, требует мощности и потребляет много энергии, но он имеет высокую точность классификации и легко настраивается размер частиц классификатора. Пока скорость вращения крыльчатки регулируется, можно изменить размер режущих частиц классификатора, что подходит для точной классификации.