
การดัดแปลงพื้นผิวของนาโนแคลเซียมคาร์บอเนต
นาโนแคลเซียมคาร์บอเนตเป็นวัสดุผงแข็งพิเศษชนิดใหม่ที่พัฒนาขึ้นในปี 1980 และมีขนาดอนุภาคอยู่ระหว่าง 0.01 ถึง 0.1 ไมโครเมตร เป็นเพราะความวิจิตรพิเศษของอนุภาคนาโนแคลเซียมคาร์บอเนตที่ผลิตลักษณะเฉพาะที่แคลเซียมคาร์บอเนตธรรมดาไม่มี ดังนั้นนาโนแคลเซียมคาร์บอเนตจึงถูกนำมาใช้กันอย่างแพร่หลายในด้านต่างๆ
นาโนแคลเซียมคาร์บอเนตมีประวัติการพัฒนา 50 ปีและมีการใช้กันอย่างแพร่หลายในด้านต่างๆ
| นาโนแคลเซียมคาร์บอเนต | วัตถุประสงค์ | การปรับปรุงประสิทธิภาพ |
| พลาสติก | เข้ากันได้ดีกับเรซิน ปรับปรุงคุณสมบัติทางรีโอโลยีของผลิตภัณฑ์ ฯลฯ | |
| การทำกระดาษ | ปรับปรุงความหนาแน่น ความละเอียดที่ชัดเจน และการดูดซึมน้ำของกระดาษ | |
| ยาง | เสริม เติม สี ปรับปรุงเทคโนโลยีการประมวลผลและประสิทธิภาพของผลิตภัณฑ์ | |
| สี | ปรับปรุง thixotropy ของระบบสีน้ำเงิน การยึดเกาะของสีทางเลือกสูง ความต้านทานการขัดถู และความต้านทานคราบ | |
| อื่น | ในอุตสาหกรรมอาหารสัตว์ สามารถใช้เป็นอาหารเสริมแคลเซียมเพื่อเพิ่มปริมาณแคลเซียมในอาหารสัตว์ได้ |
เนื่องจากนาโนแคลเซียมคาร์บอเนตมีลักษณะของพลังงานพื้นผิวขนาดใหญ่ การกระจายตัวต่ำ และพื้นผิวที่ชอบน้ำ จึงกระจายตัวอย่างไม่สมบูรณ์ในตัวกลางอินทรีย์ และไม่สามารถใช้นาโนแคลเซียมคาร์บอเนตโดยตรงในตัวกลางอินทรีย์
จุดประสงค์ของการดัดแปลงนาโนแคลเซียมคาร์บอเนตคือเพื่อลดการเกาะติดกันระหว่างอนุภาคและปรับปรุงการกระจายตัว ปรับปรุงกิจกรรมพื้นผิว ปรับปรุงความเข้ากันได้กับสารอื่น ๆ ปรับปรุงความต้านทานต่อกรด เตรียมนาโนแคลเซียมคาร์บอเนตที่มีรูปทรงคริสตัลเฉพาะสำหรับใช้ในอุตสาหกรรมต่างๆ
วิธีการดัดแปลงของนาโนแคลเซียมคาร์บอเนตมักใช้ปฏิกิริยาการต่อกิ่งและการมีเพศสัมพันธ์ กล่าวคือ การเชื่อมหมู่อินทรีย์บางกลุ่ม (เช่น หมู่คาร์บอกซิล เป็นต้น) สารจับคู่ สารลดแรงตึงผิว ฯลฯ บนพื้นผิวของนาโนแคลเซียมคาร์บอเนต สารปรับสภาพที่ใช้ทั่วไปรวมถึงสารลดแรงตึงผิว โพลีเมอร์ และสารจับคู่
สารลดแรงตึงผิว
สารลดแรงตึงผิวดูดซับหรือทำปฏิกิริยากับพื้นผิวของอนุภาคแคลเซียมคาร์บอเนตเพื่อสร้างชั้นของโครงสร้าง lipophilic ซึ่งเข้ากันได้ดีกับสารตัวเติมและเรซิน และลดความหนืดของพอลิเมอร์อย่างมาก สารลดแรงตึงผิวที่ใช้กันทั่วไป ได้แก่ กรดไขมัน (เกลือ) กรดเรซิน ลิกนิน และสารลดแรงตึงผิวที่มีประจุลบ/ประจุบวก
พอลิเมอร์
โพลีเมอร์ปรับเปลี่ยนพื้นผิวของนาโนแคลเซียมคาร์บอเนต ซึ่งสามารถเคลือบพื้นผิวของนาโนแคลเซียมคาร์บอเนตให้เป็นชั้นเคลือบที่สมบูรณ์และหนาแน่น ปรับปรุงการกระจายตัว และเพิ่มความทนทานต่อกรด โพลีเมอร์ที่ใช้กันทั่วไป ได้แก่ กรดอะคริลิก เกลือ และเทอร์โพลีเมอร์
ตัวแทนข้อต่อ
ส่วนหนึ่งของกลุ่มในโมเลกุลของสารจับคู่ทำปฏิกิริยากับหมู่ฟังก์ชันเพื่อสร้างพันธะเคมีที่แรง และส่วนอื่น ๆ ของกลุ่มสามารถเกิดปฏิกิริยาเคมีหรือพัวพันทางกายภาพ ด้วยความช่วยเหลือของโมโนเลเยอร์ของ "การเชื่อม" แร่ธาตุและสิ่งมีชีวิตสามารถรวมกันได้ วัสดุที่แตกต่างกันมากถูกรวมเข้าด้วยกันอย่างแน่นหนา สารต่อพ่วงที่ใช้กันทั่วไปแบ่งออกเป็นซีรีส์ออร์กาโนซิลิคอน ซีรีส์ไททาเนียม ซีรีส์อะลูมิเนียม ซีรีส์โครเมียม ฯลฯ ตามองค์ประกอบหลัก สารจับคู่ที่ใช้กันมากที่สุดคือสารจับคู่ไททาเนตและออร์กาโนซิเลน
วิธีการปรับเปลี่ยนพื้นผิว
- วิธีการดัดแปลงปฏิกิริยาเคมีในท้องถิ่น
วิธีการดัดแปลงปฏิกิริยาเคมีในท้องถิ่นส่วนใหญ่ใช้ปฏิกิริยาเคมีระหว่างกลุ่มการทำงานบนพื้นผิวของนาโนแคลเซียมคาร์บอเนตและสารบำบัดเพื่อให้บรรลุวัตถุประสงค์ของการดัดแปลง กระบวนการเฉพาะแบ่งออกเป็นสองประเภท: วิธีแห้งและวิธีเปียก
วิธีแบบแห้งคือการใส่ผงแคลเซียมคาร์บอเนตนาโนลงในโมดิฟายเออร์ จากนั้นจึงใส่สารปรับสภาพพื้นผิวสำหรับการรักษาพื้นผิวหลังการวิ่ง การดัดแปลงแบบแห้งนั้นง่ายและสะดวก บรรจุภัณฑ์โดยตรง ง่ายต่อการขนส่ง แต่ผงที่ได้รับไม่เหมือนกัน เหมาะสำหรับสารต่อพ่วงเช่นไททาเนต
การดัดแปลงแบบเปียกคือการเพิ่มตัวดัดแปลงโดยตรงไปยังสารละลายนาโนแคลเซียมคาร์บอเนตสำหรับการปรับสภาพพื้นผิว ผลการดัดแปลงของการดัดแปลงแบบเปียกนั้นดี แต่กระบวนการนี้ซับซ้อนและการขนส่งไม่สะดวก ดังนั้นจึงเหมาะสำหรับสารลดแรงตึงผิวที่ละลายน้ำได้
- วิธีการดัดแปลงพลังงานสูง
วิธีการดัดแปลงพลังงานสูงเป็นวิธีการรักษาพื้นผิวของสารตัวเติมโดยใช้พลาสมาหรือการฉายรังสี เทคโนโลยีนี้มีความซับซ้อน ค่าใช้จ่ายสูง กำลังการผลิตต่ำ และผลกระทบจากการปรับเปลี่ยนที่ไม่เสถียร ดังนั้นจึงมีการใช้ในอุตสาหกรรมน้อยลง
- วิธีการทางกลศาสตร์
วิธีการทางกลเคมีมีประสิทธิภาพมากกว่าสำหรับแคลเซียมคาร์บอเนตที่มีอนุภาคขนาดใหญ่ สามารถเพิ่มจุดแอคทีฟและกลุ่มแอคทีฟบนผิวของแคลเซียมคาร์บอเนตระดับนาโนเมตร และปรับปรุงผลกระทบของสารปรับสภาพพื้นผิวอินทรีย์
จากแนวโน้มการพัฒนาในช่วงไม่กี่ปีที่ผ่านมา เราคาดการณ์แนวโน้มตลาดของนาโนแคลเซียมคาร์บอเนตอย่างง่ายๆ ในอนาคต จากสถานการณ์ในช่วงไม่กี่ปีที่ผ่านมา นาโนแคลเซียมคาร์บอเนตมีแนวโน้มเติบโต และในอนาคต จะอยู่ที่อัตรา 20% เติบโตอย่างต่อเนื่อง ขนาดของตลาดจะยังคงขยายตัวต่อไป และจะมีการสำรวจศักยภาพที่ซ่อนอยู่ของตลาดต่อไป
ที่มาของบทความ: China Powder Network

อะไรคือสาเหตุของการสั่นสะเทือนของโรงสีลูกกอล์ฟ?
สำหรับสายการผลิตของอุตสาหกรรมคอนกรีตมวลเบา โรงสีบอลเป็นอุปกรณ์ที่ขาดไม่ได้ในสายการผลิตการเจียร อย่างไรก็ตาม ในระหว่างกระบวนการผลิต บางครั้งระบบส่งกำลังสั่นสะเทือนอย่างมาก อะไรคือสาเหตุของการสั่นสะเทือนของโรงสีลูกกอล์ฟ?

1. ฟันเฟืองจะเข้าโคลนระหว่างการทำงาน ส่งผลให้การหล่อลื่นไม่ดี
โรงสีบอลเป็นอุปกรณ์ส่งกำลังแบบเปิดซึ่งมีเกียร์และฝาครอบด้านในและด้านนอก แต่ประสิทธิภาพการซีลยังคงแย่ เมื่อสลักเกลียวบุชชิ่งใกล้กับวงแหวนเฟืองขนาดใหญ่หลวม โคลนที่รั่วไหลจะเข้าสู่พื้นผิวตะแกรงเกียร์ได้ง่าย ทำลายฟิล์มน้ำมันหล่อลื่นบนผิวฟัน และสร้างเสียงกระทบกระเทือนและการสั่นสะเทือนของระบบส่งกำลังอย่างมาก
2. การสึกหรอของตลับลูกปืนเฟือง
มีแบริ่งลูกกลิ้งทรงกลมสองแถวที่ทั้งสองด้านของแบริ่งปีกนก หลังจากใช้งานไประยะหนึ่ง ชิ้นส่วนแบริ่งจะสึกหรอ ช่องว่างระหว่างวงแหวนใน วงแหวนรอบนอก และลูกกลิ้งจะเพิ่มขึ้น และค่ารันเอาท์ในแนวรัศมีเกิดขึ้นเมื่อเพลาเฟืองหมุน ซึ่งจะทำให้ระยะห่างของปลายเกียร์เปลี่ยนแปลงอย่างต่อเนื่อง มีแนวโน้มที่จะเกิดการกระแทก แรงสั่นสะเทือน และเสียงรบกวน และการสึกหรอของฟันเฟืองจะรุนแรงขึ้น
3. พื้นผิวฟันของเฟืองกัดสึกกร่อนอย่างรุนแรง
หลังจากที่ลูกกลิ้งทำงานเป็นเวลานาน พื้นผิวฟันบนของเฟืองเกียร์จะกราวด์ครั้งแรกจากแท่นเว้า และระยะห่างด้านข้างของฟันจะเพิ่มขึ้น เมื่อโรงสีลูกกอล์ฟกำลังทำงาน จะเกิดการสั่นสะท้านและเสียงกระทบกันอย่างรุนแรง และการสึกหรอระหว่างผิวฟันจะรุนแรงขึ้น
4. การสั่นสะเทือนที่เกิดจากการเคลื่อนตัวของชิ้นส่วนเกียร์
หลังจากที่โรงสีลูกกลิ้งทำงานเป็นเวลานาน สลักเกลียวของมอเตอร์ เบาะรองนั่งลดและแบริ่งเฟืองในส่วนเกียร์บางครั้งจะคลาย และส่วนเกียร์จะเคลื่อนที่ เพื่อให้แกนไม่อยู่ในเส้นตรงเดียวกัน และ การสั่นสะเทือนเกิดขึ้น ควรหยุดการทดสอบระบบส่งกำลังของโรงสีลูก จากนั้นระบบส่งกำลังควรได้รับการจัดตำแหน่งใหม่
5. การสึกหรอของหมุดไนลอนของข้อต่อ
หลังจากหมุดไนลอนทำงานเป็นระยะเวลาหนึ่ง พื้นผิวของกระบอกสูบจะสึกหรอและเส้นผ่านศูนย์กลางจะเล็กลง ซึ่งจะทำให้เกิดการกระแทกและการสั่นสะเทือนของข้อต่อครึ่งข้อต่อ ในเวลานี้ ควรเปลี่ยนหมุดไนลอนให้ทันเวลาเพื่อหลีกเลี่ยงความเสียหายต่อคัปปลิ้ง
6. ความเร็วของมอเตอร์ไม่เสถียรเนื่องจากการลัดวงจรระหว่างรอบ
ระหว่างการทำงาน กระแสไฟของมอเตอร์จะไม่เสถียร และในขณะเดียวกัน ความผันผวนของกระแสความเสียหายของเฟืองขนาดใหญ่และขนาดเล็กจะทำให้เกิดการสั่นสะเทือนเป็นระยะขนาดใหญ่
อะไรคือสาเหตุของการลดลงของผลผลิตโรงสีลูกชิ้น?
ขั้นตอนการรับผลประโยชน์ส่วนใหญ่แบ่งออกเป็นสามขั้นตอน: ก่อนการเลือก การแยก และหลังการเลือก การเจียรอยู่ในขั้นตอนการคัดเลือกล่วงหน้า ดังนั้นผลผลิตของโรงสีลูกจึงมีอิทธิพลในระดับหนึ่งต่อเอฟเฟกต์การแยกแร่ และแม้แต่อัตราการฟื้นตัวและระดับความเข้มข้น ดังนั้นจะแน่ใจได้อย่างไรว่าผลผลิตของโรงสีลูกกลายเป็นหัวข้อที่น่ากังวล แล้วอะไรคือสาเหตุที่ส่งผลต่อผลผลิตของโรงสีลูกชิ้น?

- การออกแบบที่ไม่สมเหตุสมผลของโรงสีลูก
โรงสีลูกสามารถแบ่งออกเป็นช่องเดียวและช่องคู่ อัตราส่วนความยาวของแต่ละช่องจะแตกต่างกัน ในกรณีของช่องเดียว อัตราส่วนความยาวของช่องหนึ่งควรเป็น 30% -40% และอัตราส่วนความยาวของสองช่องควรเป็น 60% ~ 70% ในกรณีของช่องคู่ อัตราส่วนความยาวของคลังสินค้า 1 และคลังสินค้า 2 คือ 25% ~ 30% และอัตราส่วนความยาวของคลังสินค้า 3 คือ 45% ~ 50% (อัตราส่วนการออกแบบของผลิตภัณฑ์ของผู้ผลิตแต่ละรายอาจแตกต่างกัน ด้านบน ข้อมูลสำหรับอ้างอิงเท่านั้น)
หากการออกแบบอัตราส่วนความยาวไม่สมเหตุสมผล มีโอกาสมากที่อัตราส่วนการบดหยาบและละเอียดของโรงสีลูกจะสมดุล ซึ่งจะทำให้ผลิตภัณฑ์ปรากฏหนาเกินไปหรือละเอียดเกินไป ซึ่งจะส่งผลต่อการส่งออกของ โรงงานลูกบอล.
- โรงสีลูกโม่ระบายอากาศไม่ดี
ภายใต้การทำงานปกติของโรงสีบอลเนื่องจากการกระแทกซ้ำและการเสียดสีของตัวกลางในกระบอกสูบ อุณหภูมิในโรงสียังคงสูงขึ้นอย่างต่อเนื่อง ทำให้เกิดไอน้ำจากวัสดุที่มีน้ำเป็นองค์ประกอบ หากผลการระบายอากาศของโรงสีลูกไม่ดี ไอน้ำไม่สามารถระบายในเวลา และไอน้ำจะเกาะซับในโรงสีลูกและลูกเหล็ก ทำให้เกิดปรากฏการณ์ลูกหรือบด
วิธีแก้ปัญหา: ควบคุมการระบายอากาศของโรงสีลูก และโรงสีลูกฟุตบอลมีผลการส่งที่ดี ซึ่งไม่เพียงแต่นำวัสดุที่มีคุณภาพดีในเวลา แต่ยัง ลดปรากฏการณ์ของการบดมากเกินไป และลดอุณหภูมิของโรงสีลูกได้อย่างมีประสิทธิภาพ .
- การให้อาหารที่ไม่เหมาะสมของโรงสีลูก
ในระหว่างการดำเนินการของโรงสีลูก การป้อนอย่างสม่ำเสมอเป็นเงื่อนไขที่จำเป็นเพื่อให้แน่ใจว่าการทำงานปกติของโรงสีลูก หากป้อนน้อยเกินไป ผลกระทบของลูกเหล็กของโรงสีลูกจะเพิ่มขึ้น ส่งผลให้เสียสื่อ ถ้าป้อนมากเกินไป กำลังการบดของโรงสีลูกจะไม่เพียงพอ นำไปสู่ความอิ่มตัว
วิธีแก้ปัญหา: ต้องปฏิบัติตามมาตรฐานการให้อาหารอย่างเคร่งครัด

สิ่งที่ควรให้ความสนใจในการบำรุงรักษาโรงสีพิสิฐ?
องค์กรต้องการปรับปรุงประสิทธิภาพการผลิตและลดต้นทุนการผลิต การบำรุงรักษาที่มีประสิทธิภาพของโรงสีละเอียดพิเศษเป็นสิ่งสำคัญอย่างยิ่ง ดังนั้นสิ่งที่ควรใส่ใจในการบำรุงรักษาโรงสีพิเศษเฉพาะเจาะจงคืออะไร?
1. สิ่งที่ควรใส่ใจในการบำรุงรักษาโรงสีพิสิฐ?
(1) ระหว่างการใช้โรงสี ultrafine บุคคลเฉพาะควรรับผิดชอบในการสร้างระบบความรับผิดชอบและข้อกำหนดการดำเนินงาน ผู้ปฏิบัติงานต้องคุ้นเคยกับประสิทธิภาพของเครื่อง ข้อกำหนดในการใช้งาน และขั้นตอนการปฏิบัติงาน การรับสมัครใหม่ต้องผ่านการฝึกอบรมด้านเทคนิคและสามารถทำงานได้หลังจากปฏิบัติตามข้อกำหนดเท่านั้น
(2) ต้องทำการหล่อลื่นชิ้นส่วนเกียร์ในอุปกรณ์เสริมของโรงสี ultrafine และไม่ควรเติมสารหล่อลื่นมากเกินไปหรือน้อยเกินไป การเลือกน้ำมันหล่อลื่นในฤดูร้อนควรถูกต้องและต้องใส่ใจในการทำความสะอาดส่วนนี้ สิ่งเจือปนจะปนเปื้อนสารหล่อลื่นและส่งผลต่อการหล่อลื่น ตามความเข้มข้นในการทำงาน ให้ทำความสะอาดอย่างสม่ำเสมอและเพิ่มสารหล่อลื่นใหม่
(3) ตรวจสอบความดันอากาศย้อนกลับของตัวกรองถุงกรองเสมอเพื่อหลีกเลี่ยงการอุดตันของถุงกรอง การลดลงของกระแสพัดลมจะส่งผลต่อเอาต์พุตของอุปกรณ์ โดยปกติควรให้ความสนใจกับข้อต่อของท่อเพื่อปิดผนึกอย่างแน่นหนาเพื่อให้แน่ใจว่าไม่มีการรั่วไหลของอากาศ ตรวจสอบตัวเก็บฝุ่นอย่างสม่ำเสมอ หากถุงกรองเสียหาย ควรเปลี่ยนให้ทันเวลาเพื่อหลีกเลี่ยงการรั่วไหลของฝุ่นและมลภาวะ สวิตช์ระบายน้ำที่ด้านล่างของเครื่องแยกน้ำมันและน้ำควรระบายน้ำ 2-4 ครั้งทุกๆ 8 ชั่วโมง
(4) ตรวจสอบชิ้นส่วนทั้งหมดบ่อยๆ และรัดให้ตรงเวลาหากหลวมเพื่อหลีกเลี่ยงอุบัติเหตุ หากพบว่าชิ้นส่วนที่สึกหรอ เช่น ลูกกลิ้งเจียร แหวนเจียร แผ่นยึด และสลักเพลา มีการสึกหรออย่างรุนแรง ควรเปลี่ยนชิ้นส่วนที่สึกหรอพร้อมกันเพื่อให้แน่ใจว่ามีการผลิตตามปกติ ทำความสะอาดท่อไอเสียอย่างสม่ำเสมอเพื่อหลีกเลี่ยงแรงต้านมากเกินไปและส่งผลต่อปริมาณลมของระบบ
(5) ควรใช้สภาพแวดล้อมการทำงานภายนอกของโรงสี ultrafine เพื่อหลีกเลี่ยงการผลิตกลางแจ้ง การสัมผัสกับแสงแดดและฝนจะทำให้โรงสีเสียหายในระดับต่างๆ หากน้ำเข้าไปในเครื่อง ผลกระทบจะยิ่งแย่ลงไปอีก พื้นผิวที่รั่วของโรงสียังต้องเคลือบด้วยจาระบีป้องกันสนิม หากพบสนิมควรรีบจัดการและดำเนินมาตรการซ่อมแซมป้องกันสนิม
(6) ควรมีการวางแผนชั่วโมงการทำงานของโรงสีโดยละเอียด และควรหลีกเลี่ยงการทำงานหนักเกินไปให้มากที่สุด การทำงานที่มากเกินไปไม่เพียงแต่จะมีประสิทธิภาพในการผลิตต่ำเท่านั้น แต่ยังทำให้เครื่องได้รับความเสียหายอย่างมาก ซึ่งเป็นหนึ่งในสาเหตุที่ทำให้อายุการใช้งานสั้นลง
2. ข้อดีของโรงสีพิสิฐคืออะไร?
(1) เครื่องบดละเอียดพิเศษเป็นอุปกรณ์บดขนาดใหญ่ที่รวมการบด การคัดเกรด และการลำเลียง มีโครงสร้างแนวตั้งและรูปแบบกะทัดรัด
(2) เครื่องบดละเอียดพิเศษเริ่มต้นจากมุมต่างๆ เช่น ประสิทธิภาพการเจียร การสึกหรอของชิ้นส่วน การบำรุงรักษาและชิ้นส่วนทดแทน และใช้พลังงานน้อยลง การสึกหรอของชิ้นส่วนหลักและการบำรุงรักษา และการบำรุงรักษาที่สะดวกยิ่งขึ้น ประหยัดค่าใช้จ่ายในการดำเนินงานของอุปกรณ์ของลูกค้า .
(3) การเจียรซ้ำ ๆ จะลดลงในโรงสีขนาดเล็กพิเศษ และขนาดอนุภาคและองค์ประกอบทางเคมีของผลิตภัณฑ์จะได้รับการควบคุมที่ดีขึ้น ซึ่งสะดวกสำหรับการรักษาเสถียรภาพคุณภาพของผลิตภัณฑ์ ในเวลาเดียวกัน ลูกกลิ้งเจียรและจานเจียรจะไม่สัมผัสโดยตรง และปริมาณธาตุเหล็กในผลิตภัณฑ์ต่ำ ซึ่งรับประกันความขาวและความบริสุทธิ์ของวัสดุได้อย่างมีประสิทธิภาพ
(4) โรงสีละเอียดพิเศษทำงานได้อย่างเสถียรด้วยการสั่นสะเทือนต่ำและเสียงรบกวนต่ำ ปิดผนึกและทำงานภายใต้แรงดันลบ ไม่มีฝุ่นหกเลอะเทอะ พร้อมกับระบบควบคุมอัตโนมัติเพื่อให้เกิดการสลับฟรีระหว่างรีโมทคอนโทรลและการควบคุมในพื้นที่ ใช้งานง่าย และประหยัดแรงงาน

วิธีการใช้และการเตรียมผงเงินพิสิฐ
เงินเป็นองค์ประกอบทางเคมีและโลหะทรานซิชัน โดยธรรมชาติแล้วส่วนใหญ่จะมีอยู่ในรูปของแร่เงินผสม ในอุตสาหกรรม ตามการจำแนกขนาดอนุภาค ผงเงินสามารถแบ่งออกเป็นประเภทต่อไปนี้: ผงเงินละเอียด ผงเงินพิเศษ ผงเงินละเอียดพิเศษ และผงเงินนาโน ตามสัณฐานวิทยาของผงเงินชั้นเยี่ยม มันสามารถแบ่งออกเป็นผงเงินทรงกลมและผงเงินเกล็ด
คุณสมบัติทางกายภาพของเงิน
| คุณสมบัติทางกายภาพ | ค่าตัวเลข | คุณสมบัติทางกายภาพ | ค่าตัวเลข |
| สูตรเคมี | Ag | ความร้อนของการกลายเป็นไอ | 150.58KJ/mol |
| เลขอะตอม | 47 | ความร้อนของฟิวชั่น | 11.3KJ/mol |
| โครงสร้างคริสตัล | ใบหน้าตรงกลางลูกบาศก์ (fcc) | ความจุความร้อนจำเพาะ | 232KJ/(Kg·K) |
| ค่าคงที่แลตทิส a | 0.40362nm | การสะท้อนแสง | 0.91 |
| มวลอะตอมสัมพัทธ์ | 107.88 | การนำไฟฟ้า | 6.301x107S/m |
| รัศมีอะตอม | 0.144nm | การนำความร้อน | 429W/(m·K) |
| โครงสร้างอิเล็กทรอนิกส์ภายนอก | 4d105s1 | ความแข็งของโมห์ | 2.5 |
| สถานะออกซิเดชันหลัก | +1,+2,+3 | ความแข็งของวิคเกอร์ | 251MPa |
| พลังงานไอออไนซ์แรก | 7.567 eV | ความแข็งบริเนล | 24.SHB Mpa |
| อิเล็กโตรเนกาติวิตี | 1.93 | ค่าสัมประสิทธิ์การขยายตัว (25℃) | 18.9μm/(m-K) |
| ละลายน้ำได้ | ไม่ละลายในน้ำ | โมดูลัสของยัง | 83Gpa |
| ความหนาแน่นสัมพัทธ์ (น้ำ = 1) | 10.49 | โมดูลัสเฉือน | 30Gpa |
| จุดหลอมเหลว | 961.93 ℃ | โมดูลัสจำนวนมาก | 100Gpa |
| จุดเดือด | 222.12℃ | อัตราส่วนของปัวซอง | 0.37 |
เงินยังมีค่าการนำไฟฟ้าที่ดีและมีเสถียรภาพทางเคมี เนื่องจากความแตกต่างในสัณฐานวิทยาและขนาดอนุภาคของผงเงิน ultrafine การจัดเรียงอะตอมของพื้นผิวของโครงสร้างผลึกจึงเปลี่ยนแปลงไปตามนั้น ส่งผลให้เกิดข้อบกพร่องที่พื้นผิวจำนวนมาก ทำให้วัสดุไม่อิ่มตัวและใช้งานทางเคมี และมีลักษณะพิเศษ: ขนาดเล็ก ควอนตัม ผล และผลอุโมงค์ควอนตัมมหภาค ผลกระทบพื้นผิว
ในขั้นตอนการนำไฟฟ้า ผงเงินถูกใช้ในขนมเปียกอิเล็กทรอนิกส์ และคุณสมบัติของมันจะส่งผลกระทบอย่างมากต่อประสิทธิภาพของน้ำพริกที่เป็นสื่อกระแสไฟฟ้า โดยเฉพาะอย่างยิ่งการวางเงินด้านหน้าของเซลล์แสงอาทิตย์ ประสิทธิภาพการใช้งานขึ้นอยู่กับผงเงินที่ใช้เป็นส่วนใหญ่ ธรรมชาติ.
การกระจายตัวของผงเงินมีอิทธิพลสำคัญต่อการพิมพ์และการเผาผนึกสีเงินด้านหน้าและการนำไฟฟ้าของแบตเตอรี่ ขนาดอนุภาคของผงเงินจะส่งผลต่อความหนาแน่นของก๊อก ซึ่งส่งผลต่อความแน่นของแป้งเงินหลังจากการเผาผนึก สัณฐานวิทยาของผงเงินจะส่งผลต่อพื้นที่ผิวจำเพาะ อนุภาคที่มีพื้นที่ผิวจำเพาะมากจะมีพลังงานที่พื้นผิวกว้างมากและอยู่ในสถานะที่ไม่เสถียร พวกมันมักจะหดตัวระหว่างการเผาผนึก ซึ่งส่งผลต่อประสิทธิภาพการทำงานของเพสต์ที่เป็นสื่อกระแสไฟฟ้า
การใช้ผงเงินพิสิฐ
- การประยุกต์ใช้ในเลนส์
แผ่นแปะไวแสงที่เตรียมโดยการผสมเรซินไวแสงกับผงเงินละเอียดพิเศษเป็นฟังก์ชันนำไฟฟ้าถูกพิมพ์ลงบนมาสเตอร์เพลท หลังจากการสัมผัสและการแกะสลัก รูปแบบอิเล็กโทรดจะต่อเนื่อง ความกว้างของเส้นสม่ำเสมอ และขอบเป็นแนวตรง มันถูกใช้เป็นวัสดุอิเล็กโทรดของจอพลาสม่า ในการเตรียมการ
- การประยุกต์ใช้ในด้านการป้องกันแม่เหล็กไฟฟ้า
ผงเงินเนื้อละเอียดพิเศษมีค่าการนำไฟฟ้าสูง ในสนามแม่เหล็กไฟฟ้า มันสามารถสะท้อนคลื่นแม่เหล็กไฟฟ้าที่แพร่กระจายกลับไปยังพื้นที่เดิม จึงเล่นบทบาทของการป้องกันแม่เหล็กไฟฟ้า ในขณะเดียวกัน เนื่องจากผงเงินเนื้อละเอียดพิเศษมีค่าการนำไฟฟ้าสูง การซึมผ่านของแม่เหล็กจึงค่อนข้างต่ำ ดังนั้น เอฟเฟกต์การป้องกันแม่เหล็กไฟฟ้าของผงเงิน ultrafine จึงเหมาะสำหรับสนามแม่เหล็กความถี่สูง แต่ไม่ใช่สำหรับสนามแม่เหล็กความถี่ต่ำที่มีผลป้องกันหลักคือการสูญเสียการดูดกลืน
- การประยุกต์ใช้ในด้านชีวการแพทย์
ผงเงินละเอียดพิเศษมีความสามารถในการฆ่าเชื้อแบคทีเรีย ซึ่งส่วนใหญ่เกิดจากผลกระทบของ Ag+ ขนาดเล็กในสารละลายและผงเงินละเอียดระดับนาโนเมตร กิจกรรมทางเคมีที่สูงสามารถทำลายเยื่อหุ้มเซลล์ของไวรัส และทำให้บางกลุ่มในไวรัส DNA สูญเสียกิจกรรม ยับยั้งการสืบพันธุ์ของไวรัสเพื่อให้บรรลุผลการฆ่าเชื้อ
- การประยุกต์ใช้ในด้านตัวเร่งปฏิกิริยา
สำหรับซิลเวอร์นาโน สาระสำคัญของกระบวนการเร่งปฏิกิริยาคือการดูดซับและการคายออกซิเจนของออกซิเจนด้วยเงิน ซึ่งสามารถใช้กันอย่างแพร่หลายในด้านยาและสารเคมีสำหรับอีพอกซิเดชันของโอเลฟินส์ และด้านตัวเร่งปฏิกิริยาเงินที่รองรับสำหรับการคัดเลือก การเกิดออกซิเดชันของแอลกอฮอล์ เขตข้อมูลของตัวเร่งปฏิกิริยาสำหรับการลด NOX ที่ปล่อยออกมาจากไอเสียรถยนต์เพื่อสร้างไนโตรเจน เขตข้อมูลของเซลล์เชื้อเพลิงสำหรับการเลือกออกซิเดชันของคาร์บอนมอนอกไซด์และเขตข้อมูลการบำบัดมลพิษสิ่งแวดล้อม
- การประยุกต์ใช้ในด้านการผลิตไฟฟ้าโซลาร์เซลล์
วัสดุแคโทดของเซลล์แสงอาทิตย์มักจะประกอบด้วยเพสต์เงินนำไฟฟ้าซึ่งเตรียมจากผงเงินทรงกลมขนาดไมครอน แผ่นเงินนำไฟฟ้าพิมพ์สกรีนและติดเข้ากับแผ่นเวเฟอร์ซิลิกอนผลึกแสงอาทิตย์เพื่อสร้างกริด (แอโนด) ผ่านการเผาผนึกที่มีความชื้นสูง ซึ่งสามารถแปลงพลังงานแสงเป็นพลังงานไฟฟ้าได้
- การใช้งานในอุตสาหกรรมไมโครอิเล็กทรอนิกส์
เนื่องจากมีค่าการนำไฟฟ้าสูงและการถ่ายเทความร้อนที่ดีเยี่ยม ผงเงิน ultrafine จึงถูกใช้อย่างกว้างขวางในอุตสาหกรรมไมโครอิเล็กทรอนิกส์ เช่น ใช้เป็นสื่อนำไฟฟ้าและสื่อส่ง และน้ำพริกอิเล็กทรอนิกส์ต่างๆ ฯลฯ สำหรับการพัฒนารุ่นใหม่ High - ส่วนประกอบอิเล็กทรอนิกส์ที่มีประสิทธิภาพ การใช้คุณสมบัติควอนตัมของเส้นลวดนาโนสีเงิน สามารถใช้เป็นลวดเชื่อมต่อสำหรับอุปกรณ์ระดับนาโน เพื่อตอบสนองความต้องการของลวดเชื่อมต่อสำหรับพื้นที่ผิวจำเพาะขนาดใหญ่ เส้นผ่านศูนย์กลางขนาดเล็ก และการวางแนวที่สม่ำเสมอ
- การใช้งานในด้านอื่นๆ
เนื่องจากมีการนำความร้อนและไฟฟ้าที่ดีเยี่ยม ผงเงินเนื้อละเอียดพิเศษจึงถูกนำมาใช้ในสายไฟต้านทานความร้อนที่ละลายน้ำแข็งที่กระจกหน้ารถ ฯลฯ ผงนาโนซิลเวอร์สามารถส่งเสริมการซ่อมแซมเซลล์และมักใช้ในด้านการฟื้นฟูสมรรถภาพหลังการผ่าตัด
วิธีการเตรียมผงเงินพิสิฐ
วิธีการเตรียมผงเงินละเอียดพิเศษสามารถแบ่งออกเป็นวิธีการเตรียมทางกายภาพและวิธีการเตรียมสารเคมี วิธีการทางกายภาพรวมถึงการกัดลูกด้วยกลไก การระเหยและการควบแน่น พลาสม่าอาร์คกระแสตรง การระเหยด้วยเลเซอร์ และการทำให้เป็นละออง วิธีการทางเคมีรวมถึงวิธีโซโนเคมี วิธีอิเล็กโทรลิซิส วิธีลดเคมีในเฟสของเหลว วิธีการสลายตัวด้วยความร้อนแบบสเปรย์ และวิธีการแปลงการตกตะกอนในเฟสของเหลว
ข้อดีและข้อเสียของวิธีการทางกายภาพต่างๆ ในการผลิตผงเงินที่ละเอียดมาก
| วิธีการเตรียมกายภาพ | ข้อดี | ข้อเสีย |
| การกัดลูกกล | กระบวนการง่าย ต้นทุนต่ำ เหมาะสำหรับการผลิตขนาดใหญ่ | การกระจายขนาดอนุภาคกว้าง ประสิทธิภาพไม่สม่ำเสมอ ประสิทธิภาพต่ำ |
| วิธีการควบแน่นแบบระเหย | ผงเงินมีความบริสุทธิ์สูง ขนาดอนุภาคสม่ำเสมอ และมีความเป็นผลึกที่ดี | ความต้องการอุปกรณ์สูง ยากสำหรับการผลิตภาคอุตสาหกรรม |
| เลเซอร์ระเหย | ขั้นตอนง่าย ๆ ความบริสุทธิ์ของผงเงินสูงและความเสถียรดี | ค่าใช้จ่ายสูง |
| การทำให้เป็นละออง | ผงเงินมีความบริสุทธิ์สูงและมีความเป็นผลึกที่ดี | จำกัดด้วยอุปกรณ์ สามารถผลิตผงเงินระดับไมครอนได้เท่านั้น |
| วิธี DC arc plasma | ผงเงินบริสุทธิ์สูง ผงเงินบริสุทธิ์สูง | การกระจายขนาดอนุภาคกว้าง ความต้องการอุปกรณ์สูง การลงทุนสูง |
ข้อดีและข้อเสียของวิธีการทางเคมีแบบต่างๆ ในการเตรียมผงเงินละเอียดมาก
| วิธีการเตรียมสารเคมี | ข้อดี | ข้อเสีย |
| การลดสารเคมีในเฟสของเหลว | กระบวนการนี้ง่าย ราคาของวัตถุดิบต่ำ ใช้พลังงานน้อย พารามิเตอร์ควบคุมได้ง่าย และเหมาะสำหรับการผลิตขนาดใหญ่ | ความยากลำบากในการปรับปรุงกระบวนการ |
| สเปรย์ไพโรไลซิส | ขั้นตอนง่ายๆ ประสิทธิภาพการผลิตสูง เป็นมิตรกับสิ่งแวดล้อม | การกระจายขนาดอนุภาคกว้าง |
| อิเล็กโทรไลซิส | อุปกรณ์กระบวนการง่าย ความบริสุทธิ์ของผงเงินสูงและความต้องการเนื้อหาเงินของวัตถุดิบต่ำ | ใช้พลังงานในกระบวนการสูง ต้นทุนการผลิตสูง |
| วิธีไมโครอิมัลชัน | ผงเงินมีการกระจายตัวที่ดีและสามารถควบคุมขนาดอนุภาคได้อย่างแม่นยำ | ความยากลำบากในการแยกของแข็ง-ของเหลว |
เนื่องจากวิธีการลดสารเคมีในเฟสของเหลวมีข้อดีของกระบวนการง่าย ๆ ราคาวัตถุดิบต่ำ ใช้พลังงานต่ำ ควบคุมพารามิเตอร์ได้ง่าย และเหมาะสำหรับการผลิตขนาดใหญ่ ผงเงิน ultrafine อุตสาหกรรมในปัจจุบันส่วนใหญ่เตรียม โดยของเหลว- วิธีการลดสารเคมีในเฟส
ในขั้นตอนการเตรียมผงเงิน ultrafine โดยวิธีการลดสารเคมีในของเหลวเฟส ปัจจัยหลักที่มีผลต่อประสิทธิภาพของผงเงิน ultrafine คือความเข้มข้นของสารตั้งต้น ชนิดของตัวรีดิวซ์ อุณหภูมิของปฏิกิริยา ชนิดของสารช่วยกระจายตัว และ pH ค่าของระบบปฏิกิริยา
ขณะที่การใช้ผงเงินในพลังงานแสงอาทิตย์ Internet of Things และอุตสาหกรรมอื่นๆ ยังคงเพิ่มขึ้น ตำแหน่งและบทบาทของผงเงินในฐานะวัสดุสนับสนุนสำหรับอุตสาหกรรมเกิดใหม่เชิงกลยุทธ์จะเพิ่มขึ้นอย่างต่อเนื่อง และแนวโน้มการบริโภคในวงกว้าง
ที่มาของบทความ: China Powder Network

ข้อควรระวังสำหรับการใช้โรงสีเจ็ทสแตนเลส
โรงสีเจ็ทสแตนเลสเป็นโรงสีเจ็ทชนิดหนึ่ง แตกต่างจากโรงสีเจ็ตทั่วไปในวัสดุเท่านั้น โรงสีเจ็ทสแตนเลสเหมาะสำหรับยาและอาหารหรือวัสดุที่ต้องการความบริสุทธิ์ มีความแตกต่างในการใช้งานอุปกรณ์นี้หรือไม่?
1. ก่อนใช้เครื่องพ่นไอน้ำสแตนเลส ให้ตรวจสอบว่ารัดเครื่องแน่นและสายพานแน่นหรือไม่
2. ทิศทางการหมุนของแกนหมุนต้องเป็นไปตามทิศทางของลูกศรที่แสดงบนฝาครอบป้องกัน มิฉะนั้น จะทำให้เครื่องเสียหายและอาจทำให้เกิดการบาดเจ็บได้
3. ตรวจสอบว่าเครื่องใช้ไฟฟ้าของเครื่องบดสแตนเลสนั้นสมบูรณ์หรือไม่
4. ตรวจสอบว่ามีวัตถุแข็งเช่นโลหะในห้องบดของเครื่องบดสแตนเลสหรือไม่มิฉะนั้นใบมีดจะเสียหายและการทำงานของเครื่องจะได้รับผลกระทบ
5. ต้องตรวจสอบความบริสุทธิ์ของวัสดุก่อนทำการบดและไม่อนุญาตให้ผสมเศษโลหะหนักเพื่อหลีกเลี่ยงความเสียหายต่อเครื่องมือหรือทำให้เกิดการไหม้และอุบัติเหตุอื่น ๆ
6. ถ้วยน้ำมันบนเครื่องควรเติมน้ำมันหล่อลื่นบ่อยๆ เพื่อให้แน่ใจว่าเครื่องทำงานตามปกติ
7. หยุดให้อาหารก่อนหยุดเครื่อง หากคุณไม่ใช้งานต่อ ให้นำเศษที่เหลือในเครื่องออก
8. ตรวจสอบอย่างสม่ำเสมอว่าเครื่องตัดและหน้าจอเสียหายหรือไม่ หากชำรุดควรเปลี่ยนทันที
9. ตัวเครื่องจะสั่นเล็กน้อยเมื่อใช้งาน ตรวจสอบให้แน่ใจว่าได้ขันที่จับสำหรับเชื่อมต่อฝาครอบเครื่องแน่นเพื่อหลีกเลี่ยงอุบัติเหตุ
รายการทำความสะอาด:
1. การทำความสะอาดส่วนอื่นๆ ของโรงสีเจ็ท: ทำความสะอาดฝาครอบของโรงสีและชิ้นส่วนเป็นหลักด้วยสกรูที่ด้านนอก พื้นที่เหล่านี้สามารถทำความสะอาดได้ด้วยการแปรงเบาๆ ด้วยแปรง หากจำเป็น ให้ทำความสะอาดด้วยน้ำหรือผงซักฟอก
2. การทำความสะอาดห้องโดยสารของเครื่องบด ห้องเครื่องของเครื่องบดเป็นสิ่งที่เราเรียกว่าห้องบด การบดสิ่งของจะดำเนินการในห้องเจียรดังนั้นจึงเป็นส่วนหัวของชิ้นส่วนที่ทำความสะอาดเป็นหลัก

วิธีการตรวจสอบประสิทธิภาพการทำงานของโรงสีลูก?
โรงงานลูกชิ้นส่วนใหญ่จะใช้ในอุตสาหกรรมการบดและโม่แร่ วัสดุหลายอย่างในชีวิตประจำวันจำเป็นต้องแปรรูปด้วยโรงสีลูก นอกจากนี้ยังแสดงให้เห็นว่าโรงสีลูกมีบทบาทสำคัญในอุตสาหกรรม
วิธีการตรวจสอบประสิทธิภาพการทำงานของโรงสีลูก? ข้อกำหนดเบื้องต้นสำหรับการทำงานที่มั่นคงของโรงสีบอลคืออะไร?
1. เลือกอุปกรณ์โรงสีลูกที่เหมาะสม (กำหนดประเภทของโรงสีลูก)
โรงสีลูกสามารถแบ่งออกเป็นหลายประเภทตามการใช้งานที่แตกต่างกัน โรงสีลูกกอล์ฟประเภทต่างๆ มีความแตกต่างกันมากในด้านการทำงานและโครงสร้าง ในการทำให้โรงสีบอลทำงานได้อย่างเสถียรและมีประสิทธิภาพ คุณต้องเลือกชนิดของโรงสีลูกกอล์ฟที่ถูกต้อง
2. การเลือกอุปกรณ์สนับสนุน
ในฐานะที่เป็นอุปกรณ์แบบแยกเดี่ยวสำหรับการบดแร่ งานหลักของโรงสีลูกคือการบดแร่จากอนุภาคขนาดใหญ่ให้เป็นอนุภาคขนาดเล็ก อย่างไรก็ตาม สายการผลิตแร่มักจะมีอุปกรณ์สนับสนุนหลายอย่างเพื่อทำงานร่วมกัน แร่จะถูกบดก่อนแล้วจึงเข้าสู่เครื่องกัดลูกให้เป็นผง จากนั้นจะผ่านกระบวนการจำแนกประเภทและแปรสภาพ ผลผลิตมีอิทธิพลอย่างมาก ขนาดอนุภาคและความสม่ำเสมอของเครื่องบดส่งผลโดยตรงต่อคุณภาพของการป้อนของโรงสีลูก หลังจากวัสดุที่ค่อนข้างดีเข้าสู่โรงสีลูก เวลาบดและการใช้พลังงานจะลดลงค่อนข้าง ซึ่งช่วยปรับปรุงประสิทธิภาพการทำงานของโรงสีลูก .
3. การบำรุงรักษาเป็นสิ่งสำคัญมาก
ระหว่างการใช้อุปกรณ์ขนาดใหญ่ เช่น โรงสีลูก จะสัมผัสกับแร่โดยตรง และซับในจำเป็นต้องได้รับการตรวจสอบและเปลี่ยนอย่างสม่ำเสมอ หากไม่เปลี่ยนทันเวลา อาจทำให้กระบอกสูบอุปกรณ์เสียหายและส่งออกลดลง นอกจากนี้ยังจำเป็นต้องตรวจสอบการสึกหรอของมอเตอร์ เกียร์ทดรอบ น้ำมันเกียร์ ตลับลูกปืนและตลับลูกปืน และวงจรน้ำมัน เมื่อผลผลิตลดลงหรือเสียงผิดปกติในระหว่างกระบวนการผลิต จะต้องหยุดการตรวจสอบทันที ค้นหาต้นตอของปัญหา ซ่อมแซม และเปลี่ยนชิ้นส่วนได้ทันท่วงที ดังนั้นการบำรุงรักษาโรงสีลูกจึงเป็นปัจจัยสำคัญที่ส่งผลต่อประสิทธิภาพของอุปกรณ์
4. ดำเนินการตามขั้นตอนการปฏิบัติงาน
พารามิเตอร์ของการรับน้ำหนักสูงสุดและระยะเวลาทำงานที่ยาวนานที่สุดของโรงสีบอลจะขึ้นอยู่กับการคำนวณทางวิทยาศาสตร์ที่เข้มงวด ซึ่งเกี่ยวข้องกับความรู้ทางวิชาชีพหลายอย่างโดยเฉพาะ เช่น วัสดุศาสตร์และกลศาสตร์ ผู้ใช้หลายคนเพื่อเพิ่มผลผลิต ขยายรอบการใช้งานปกติของอุปกรณ์ หรือปรับเปลี่ยนพารามิเตอร์การทำงานของอุปกรณ์ด้วยตัวเอง ไม่แนะนำสิ่งเหล่านี้ มันเพิ่มผลประโยชน์ทางเศรษฐกิจสำหรับผู้ใช้ในระยะสั้น แต่อายุการใช้งานและความปลอดภัยของอุปกรณ์ได้รับความเสียหายอย่างมาก อันตรายที่ซ่อนอยู่มีผลกระทบอย่างมากต่อการผลิตอย่างต่อเนื่องในระยะยาว

วิธีการทำความสะอาดแต่ละส่วนของเจ็ทมิลล์ในห้องปฏิบัติการ
โรงสีเจ็ทในห้องปฏิบัติการเป็นพื้นที่ขนาดเล็ก ใช้งานง่าย อุปกรณ์ทำความสะอาดง่าย มักใช้สำหรับการทดลองหรือการประมวลผลเป็นชุดเล็ก โรงสีเจ็ทในห้องปฏิบัติการส่วนใหญ่เป็นโรงสีเจ็ทแบบเกลียว ตัวเครื่องประกอบด้วยส่วนประกอบหลัก 4 ส่วน ได้แก่ ตัวเครื่อง ตัวป้อน กล่องทางเดินแก๊ส และตัวสะสม ปัญหาต่อไปนี้ควรให้ความสนใจเมื่อทำความสะอาด
ส่วนหลักของเครื่องบดเป็นส่วนหลักของโรงสีในห้องปฏิบัติการ ซึ่งโดยทั่วไปทำจาก 304 หรือ 316L วัสดุที่ใช้กันทั่วไปในอุตสาหกรรมยาคือสแตนเลส 316L ซึ่งทนต่อการกัดกร่อนได้ดี อย่างไรก็ตาม แม้แต่เหล็กกล้าไร้สนิมที่ดีที่สุดก็ยังเกิดสนิมได้เมื่อต้องเผชิญกับตัวออกซิไดซ์ที่แรงหรือสัมผัสกับสภาพแวดล้อมที่ชื้นเป็นเวลานาน ดังนั้นหลังจากเครื่องบดแต่ละตัวอย่างควรทำความสะอาดและทำให้แห้งเพื่อให้สามารถใช้งานได้อีกครั้งในครั้งต่อไป
สำหรับการทำความสะอาดผนังด้านใน ไม่แนะนำให้ใช้ผ้าทำความสะอาดแบบแข็งของลูกบอลลวดเหล็กเพื่อทำความสะอาดพื้นผิวเพื่อหลีกเลี่ยงการขีดข่วนของพื้นผิว รูรับแสงของหัวฉีดของเจ็ทมิลล์ในห้องปฏิบัติการมีขนาดเล็กมากและอาจไม่สามารถทำความสะอาดได้โดยตรง ขอแนะนำให้แช่ในตัวทำละลายอินทรีย์หลังการใช้งานแต่ละครั้ง ทางที่ดีควรวางไว้ในเครื่องทำความสะอาดอัลตราโซนิกสำหรับการทำความสะอาดด้วยน้ำยาทำความสะอาด
ตัวป้อน: มีอุปกรณ์ไฟฟ้า และตัวเครื่องมีอุปกรณ์กันฝุ่น เมื่อทำความสะอาดและทำความสะอาดทุกครั้ง อย่าให้น้ำหรือฝุ่นเข้าไปในอุปกรณ์ไฟฟ้า ชิ้นส่วนที่สัมผัสกับวัสดุเดียวกันควรทำให้แห้งและเก็บไว้ให้แห้งหลังการทำความสะอาด
กล่องวงจรแก๊สและวัสดุเปลือกโดยทั่วไปทำจากสแตนเลส 304 ด้านในเป็นแบบไปป์ไลน์ เกจวัดแรงดัน และเครื่องปรับแรงดัน ทุกครั้งที่ทำตัวอย่าง อาจมีผงเกาะติดอยู่ที่พื้นผิว หากพื้นผิวไม่ได้รับการทำความสะอาดเป็นเวลานานจะทำให้เกิดการกัดกร่อน นอกจากนี้ท่อภายในซึ่งบางส่วนทำจากท่ออ่อนจะมีอายุอยู่บ้าง หากใช้เครื่องเกิน 5 ปี ให้สังเกตการรั่วของท่อภายใน หากมีเสียงให้เปลี่ยนท่อใหม่ทันเวลา
นอกเหนือจากการดูแลรักษาพื้นผิวภายในตามปกติที่กล่าวถึงข้างต้นแล้ว การบำรุงรักษาตัวสะสมยังให้ความสำคัญกับการทำความสะอาดถุงกรองเป็นหลัก พื้นผิวของถุงกรองถูกปกคลุมด้วยชั้นฟิล์มไฟเบอร์ ระหว่างขั้นตอนการทำความสะอาด ห้ามถูแรงๆ เพื่อหลีกเลี่ยงไม่ให้ฟิล์มบนพื้นผิวเสียหาย หากพบว่าชั้นเมมเบรนเสียหาย ควรเปลี่ยนใหม่ให้ตรงเวลา ขอแนะนำให้เตรียมถุงกรองอีกสองสามใบ ไม่แนะนำให้ใช้ชุดถุงกรองที่มีหลายแบบ

วิธีระบายอากาศโรงสีลูก
การระบายอากาศในโรงสีลูกเป็นปัญหาที่ควรให้ความสนใจในระหว่างการทำงานของอุปกรณ์โรงสีลูกลูกกลิ้ง วัสดุสร้างความร้อนจำนวนมากในระหว่างกระบวนการเจียร ซึ่งทำให้อุณหภูมิในโรงสีเพิ่มขึ้นอย่างมากและอุณหภูมิของวัสดุที่ออกจากการเจียร ซึ่งทำให้การทำงานแย่ลงและส่งผลต่อประสิทธิภาพการผลิตของโรงสีลูก ดังนั้นการระบายอากาศภายในจึงมีความสำคัญมากในการทำงานของโรงสีลูก ซึ่งมีผลกระทบอย่างมากต่อผลผลิตและคุณภาพของโรงสี พูดได้โดยไม่ลังเลว่าการระบายอากาศภายในของอุปกรณ์โรงสีลูกจะส่งผลโดยตรงต่อประสิทธิภาพของการเจียร
ผลการระบายอากาศของโรงสีลูกเป็นประมาณในสองลักษณะ: หนึ่งคือการปล่อยผงละเอียดในโรงสีในเวลา เพื่อไม่ให้ส่งผลกระทบต่อประสิทธิภาพการบด ประการที่สองเพื่อลดอุณหภูมิในโรงสีเพื่อหลีกเลี่ยงตะแกรงของยิปซั่ม dewatering หางถังบอลวาง เมื่อความชื้นของวัสดุมากเกินไปและโรงสีมีการระบายอากาศไม่ดี ไอน้ำในโรงสีจะระบายออกได้ยาก ไม่เพียงแต่ผงละเอียดที่เปียกจะเกาะตะแกรง แต่ยังช่วยลดปริมาณงานและอัตราการไหลของวัสดุต่อหน่วยเวลา . ในเวลาเดียวกัน เมื่อวัตถุบดเหล่านี้บดวัสดุ เนื่องจากไฟฟ้าสถิตย์ พื้นผิวการทำงานของซับจะถูกแนบเพื่อสร้างชั้นเบาะ ซึ่งจะทำให้ผลกระทบและฟังก์ชันการบดของวัตถุบดบนวัสดุลดลงอย่างมาก เมื่อความหนาของผงละเอียดที่ยึดติดกับพื้นผิวของแผ่นซับในถึง 1 มม. แรงกระแทกของตัวเจียรบนวัสดุจะลดลงเหลือหนึ่งในสามเมื่อไม่มีวัสดุ ซึ่งจะทำให้ผลผลิตลดลง ของโรงสีและเพิ่มการใช้พลังงานของการเจียร
ในการเผชิญกับปัญหาเหล่านี้ของโรงสีลูก วิธีแก้ปัญหาที่ง่ายกว่าคือการเพิ่มพัดลมแกนที่ด้านบนของท่อไอเสียของหางโรงสี และในขณะเดียวกันก็ปิดผนึกและเสียบหน้าจอโรตารี่ของโรงสี รางระบาย และส่วนอื่นๆ เพื่อป้องกันการลัดวงจรของการระบายอากาศของโรงสีเนื่องจากการรั่วไหลของอากาศ เมื่อโรงสีลูกกำลังทำงาน แรงบิดจะถูกส่งไปยังเฟืองขนาดใหญ่และขนาดเล็กของโรงสีลูกผ่านมอเตอร์และตัวลดขนาด เพื่อให้กระบอกของโรงสีลูกหมุน เนื่องจากการหมุนของกระบอกสูบของโรงสีลูกและซับในกระบอกสูบ ส่วนหนึ่งของลูกเหล็กจึงถูกทำให้สูงในระดับหนึ่ง การตกอย่างอิสระทำให้เกิดแรงกระแทกและกระทบกับวัสดุในกระบอกสูบ และลูกเหล็กที่เหลือตกลงมาเพื่อสร้างแรงเสียดทานและวัสดุถูกผสมเข้าด้วยกัน ในขณะที่กระบอกสูบหมุน มันจะชนและบดกับวัสดุอย่างต่อเนื่อง เพื่อให้ระบายอากาศภายในโรงสีได้อย่างราบรื่น ,ยังแก้ปัญหาฝุ่นหัวเจียรได้หมดจด ในทำนองเดียวกัน ระบบล็อคอากาศก็ต้องทำได้ดีด้วย ไม่เช่นนั้นลมพัดลมจะถูกดึงออกจากช่องระบายโดยตรง ทำให้เกิดไฟฟ้าลัดวงจร และในโรงสีจะมีอากาศไม่มาก
ในการผลิตโรงสีลูกกอล์ฟ หากคุณมีความเข้าใจโดยละเอียดเกี่ยวกับความสำคัญของการระบายอากาศที่ดีของโรงสีลูก คุณต้องเสริมสร้างการจัดการการระบายอากาศแบบถังของโรงสีลูกและบรรลุการระบายอากาศที่เหมาะสม ซึ่งจะช่วยปรับปรุงประสิทธิภาพการผลิตของลูก โรงสีและอัตราการผ่านของวัสดุสี

โรงสีเจ็ททำงานโดยไม่มีความร้อน มลภาวะ และทำความสะอาดง่าย
โรงสีเจ็ทเป็นอุปกรณ์การบดที่ใช้กันทั่วไป ซึ่งสามารถใช้ในการบดแห้งของวัสดุต่าง ๆ ที่มีความแข็ง Mohs 1-10 โดยเฉพาะอย่างยิ่งสำหรับวัสดุบางอย่างที่เหมาะสมสำหรับความแข็งสูง ความบริสุทธิ์สูงและมูลค่าเพิ่มสูง ขนาดอนุภาคของผลิตภัณฑ์สามารถควบคุมได้ระหว่าง D97 : 2-150 ไมครอน และสามารถปรับเปลี่ยนได้เป็นอย่างดี รูปร่างอนุภาคยังดีมาก และการกระจายขนาดอนุภาคค่อนข้างแคบ ดังนั้นโรงสีเจ็ทจึงเป็นที่ชื่นชอบของบริษัทแปรรูปผงในอุตสาหกรรมต่างๆ
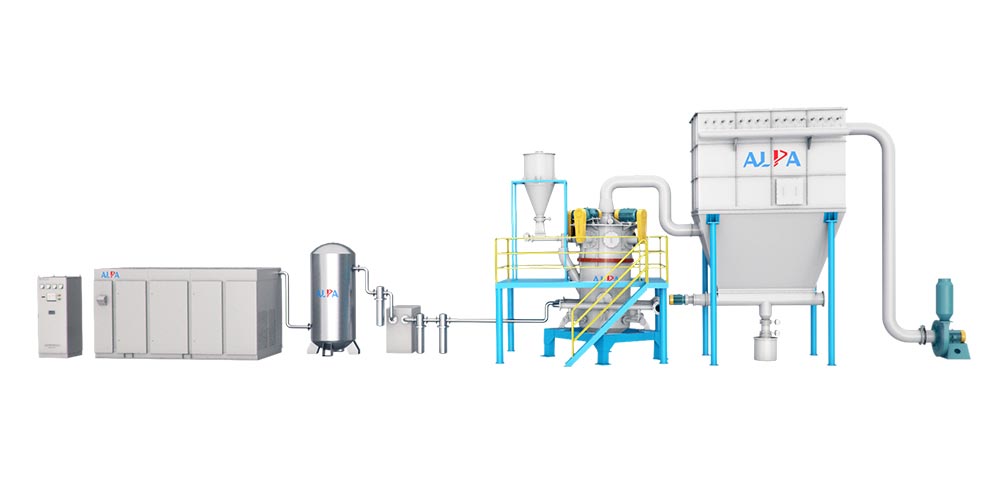
โรงสีเจ็ทและตัวแยกไซโคลน ตัวเก็บฝุ่น และพัดลมสร้างระบบการเจียรที่สมบูรณ์ โรงสีเจ็ทมีการใช้งานที่หลากหลายและผลิตภัณฑ์สำเร็จรูปที่ดี ครอบคลุมอุตสาหกรรมที่หลากหลาย เช่น โลหะวิทยา เพชร เม็ดสีเซรามิก ยา ยาฆ่าแมลง อาหาร ฯลฯ
ด้านล่างนี้ ฉันจะแนะนำคุณสมบัติบางอย่างของโรงสีเจ็ท อนุภาคของผลิตภัณฑ์สามารถปรับได้ รูปร่างของอนุภาคดี และการกระจายขนาดอนุภาคค่อนข้างสม่ำเสมอ
1. ไม่มีความร้อน เหมาะอย่างยิ่งสำหรับการเจียรวัสดุที่ไวต่อความร้อนเป็นพิเศษ
ในการพัฒนาวัสดุใหม่ในห้องปฏิบัติการ อีกรูปแบบหนึ่งคือการพิจารณาวิธีการใช้อากาศเย็นสำหรับการบดและการทำความเย็นทางกล และเปรียบเทียบประสิทธิภาพการบดและความเป็นไปได้ของกระบวนการ เนื่องจากในการผลิตจริง ฟังก์ชันการบดทางกลสามารถแก้ปัญหาได้หลายอย่าง ปัญหาต่างๆ ให้มากที่สุด ใช้แป้งฝุ่นให้บ่อยขึ้น ภายใต้สถานการณ์ปกติ การใช้พลังงานของโรงสีสูงมาก
2. มลพิษมีน้อย เพราะหลักการบดคือการชนกันของวัสดุเอง เมื่อเทียบกับการบดรูปแบบอื่น มันจะนำสื่อการเจียรอื่นๆ มาใช้กับใบมีดหรือโรงสีลูก และมลพิษจากการบดของกระแสลมจะน้อยที่สุด ดังนั้นจึงเหมาะอย่างยิ่งสำหรับอุตสาหกรรมยาและอาหาร
3. ทำความสะอาดง่าย โรงสีค่อนข้างเล็กเมื่อเทียบกับเครื่องบดละเอียดอื่น ๆ โดยเฉพาะอย่างยิ่งโรงสีเกลียวที่มีโครงสร้างเรียบง่าย ทำความสะอาดง่าย ไม่มีปลายตาย และสามารถใช้เป็นยาฆ่าเชื้อเพื่อบดเป็นผง
ข้อเสียคือ ต้องใช้อุปกรณ์จ่ายอากาศกำลังสูง แน่นอน อุปกรณ์ห้องปฏิบัติการสามารถเปลี่ยนเป็นถังก๊าซไนโตรเจนได้