Toz küreselleştirme teknolojileri nelerdir?
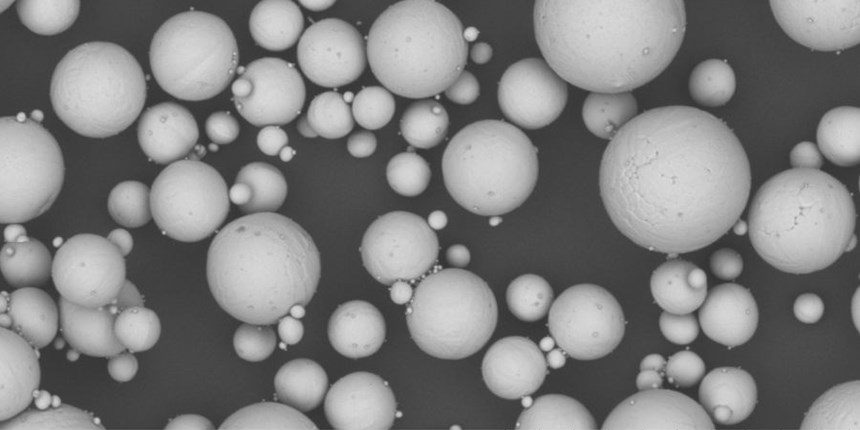
Endüstrinin gelişmesiyle birlikte, toz teknolojisi, özellikle parçacık küreselleştirme teknolojisi ve ekipmanı, endüstriden giderek daha fazla ilgi çekmeye başladı. Küresel toz, yüksek özgül yüzey alanı, yüksek musluk yoğunluğu ve iyi akışkanlık gibi sıradan tozların sahip olmadığı avantajlara sahiptir. Lityum-iyon piller, gıda, ilaç, kimya sanayi, inşaat malzemeleri, madencilik, mikroelektronik, 3D baskı ve diğer sektörlerde yaygın olarak kullanılmaktadır ve giderek yeri doldurulamaz yeni bir malzeme haline gelmiştir. Yüksek kaliteli küresel parçacıkların hazırlanması her zaman endüstrinin odak noktası ve zorluğu olmuştur.
Yüksek hızlı hava akımı etkisi küreselleştirme yöntemi
Şu anda, yüksek hızlı hava akımı darbe küreselleştirme yöntemi, yüksek sınıflandırma doğruluğu, ayarlanabilir sınıflandırma doğruluğu ve büyük üretim kapasitesi avantajlarına sahiptir, bu nedenle doğal grafit, yapay grafit ve çimento partikül küreselleştirme işlemi alanında yaygın olarak kullanılmaktadır.
Bu yöntemin prensibi şu şekildedir: yüksek hızlı hava akışı darbeli değirmen, malzemeyi yüksek hızlı hava akışı, çekiç çarpışması, sürtünme gibi bir dizi harekete maruz bırakmak için yatay veya dikey bir eksen etrafında yüksek hızda dönen bir döndürücü kullanır. ve ultra ince toz elde etmek için kesme. Nitelikli malzemeler sınıflandırma toplama yoluyla elde edilir. Anahtar, parçacık küreselliği, musluk yoğunluğu, küreselleşme verimi, parçacık boyutu dağılımı vb. gibi ürün göstergelerini iyileştirmektir.
Örnek olarak doğal pul grafitin küreselleşme sürecini ele alırsak, kabaca dört adıma ayrılabilir, yani bükme-toplama-yüzeyleme-sıkıştırma.
Yaygın küreselleştirici toz uygulamaları
1. Lityum-iyon pil anot malzemesi tozu
Doğal grafit, kolay alım ve mükemmel elektrokimyasal performans özelliklerine sahiptir ve lityum iyon pil anot malzemelerinde yaygın olarak kullanılmaktadır. Yapay grafit, iyi döngü performansı, düşük maliyet ve kararlı yapı avantajlarına sahiptir, bu nedenle yavaş yavaş araştırmanın odak noktası haline gelmiştir. Küresel grafit, yüksek hız kapasitesi, yüksek Coulombic verimliliği, düşük tersinmez kapasite, konsantre parçacık boyutu dağılımı, küçük spesifik yüzey alanı ve yüksek musluk yoğunluğu avantajlarına sahiptir. Şu anda, doğal pul grafit ve yapay grafit, esas olarak yüksek hızlı hava akımı etkisi yoluyla küresel grafit elde etmektedir. Elektrokimyasal performansı iyileştirin.
2. Küresel silika tozu
Küresel mikrosilika tozu iyi bir şekle, yüksek kimyasal saflığa ve düşük radyoaktif element içeriğine sahiptir. Uygulaması, plastik ambalaj bileşiklerinin termal genleşme katsayısını büyük ölçüde azaltabilir ve plastik ambalaj bileşiklerinin termal stabilitesini iyileştirebilir. Bu nedenle entegre devre üretiminde yaygın olarak kullanılmaktadır. Entegre devrelerde en önemli ambalaj dolgu malzemesidir.
3. Küresel çimento tozu
Sıradan çimento, akışkanlığı azaltacak ve hidratasyon reaksiyonu sırasında kademeli olarak sertleşecek olan gözenekli özelliklere ve karmaşık gözenek yapısına sahiptir. Küresel çimento elde etmek için sıradan çimentonun küreselleştirilmesi, malzemenin fiziksel özelliklerini şu açılardan iyileştirebilir: su talebini azaltmak, gözenekliliği azaltmak, akışkanlığı iyileştirmek ve çimento mukavemetini artırmak.

Kalsiyum ve Magnezyum İçeren Atık Kalıntılarının Kapsamlı Kullanım Teknolojisi
Genel olarak kalsiyum-magnezyum tipi atık, atık kalıntısındaki tüm bileşenler arasında kalsiyum bileşiği veya magnezyum bileşiği içeriğinin ilk sırada yer aldığı veya kalsiyum bileşiği ve magnezyum bileşiği içeriği toplamının %50'den fazlasını oluşturduğu endüstriyel atıkları ifade eder. toplam atık kalıntısı (kuru bazda). Yaygın kalsiyum-magnezyum atık kalıntıları, kalsiyum karbür cürufu, alkali cürufu, fosfor tortuları, kireç sütü sabunlaştırma atık kalıntısı vb. içerir.
1. Ca(OH)2 tipi atık kalıntısı
Kuru işlem kalsiyum karbür cürufu tozu örnek olarak alınırsa, yüksek saflıkta hafif kalsiyum karbonat ürünleri ve çözünmeyen nötr artıklar sırasıyla parçalama ve süzme, süzme ve yıkama, süzüntü CO2 karbonizasyonu ve kurutma ve öğütme gibi ardışık adımlarla elde edilir. Yan Xin ve ark. lider olarak kalsiyum karbür üretmek için kireç taşı kullanmayı, kalsiyum karbür cürufu ve endüstriyel olarak fazla CO2'yi hammadde olarak kullanmayı ve asetilen, gıda sınıfı hafif kalsiyum karbonat ve çimento ortak üretimini gerçekleştirmeyi önerdi. İşlem, kireçtaşındaki kalsiyum elementini "kuru ye ve sık" amacına ulaşır.
2. Yüksek magnezyum Ca(OH)2 tipi atık kalıntısı
Sabunlaştırma atık kalıntısı hem CaCO3 hem de Ca(OH)2 içerir ve yüksek magnezyumlu Ca(OH)2 atık kalıntısı olarak sınıflandırılabilen Mg(OH)2 bakımından zengindir ve tam ve kapsamlı kullanım süreci nispeten karmaşıktır. Sabunlaştırma atığı kalıntısını sindirim ve ekstraksiyon cihazına aktarın ve belirli bir sıcaklıkta yeterli karıştırma, sindirim reaksiyonu, NH4Cl liç reaksiyonu ve filtrasyon ayrımı gerçekleştirin; elde edilen liç solüsyonu CO2 karbonizasyon reaksiyonu I için karbonizasyon cihazına aktarılır ve reaksiyon sıcaklığı ve pH'ı kontrol edilir, süzme, yıkama ve kurutma işlemlerinden sonra hafif kalsiyum karbonat elde edilir ve süzüntü liç reaksiyonu için sirküle edilir. Süzmeden sonra filtre tortusuna uygun miktarda su ekleyin ve tamamen karıştırın, ardından karbonizasyon reaksiyonu II'yi gerçekleştirmek için CO2'yi geçirin, filtreleyin ve karbonizasyon reaksiyonu II'den sonra ayırın, elde edilen süzüntü magnezyum bikarbonat çözeltisidir, magnezyum bikarbonat çözeltisi doğrudan buharlaştırılabilir ve ayrıştırılabilir MgCO3 ürünü elde etmek için, elde edilen filtre tortusu çözünmeyen nötr bir tortudur.
Sabunlaştırma atık kalıntısı, sindirme ve süzme, CO2 karbonizasyon reaksiyonu I, CO2 karbonizasyon reaksiyonu II, termal ayrışma, çoklu filtrasyon ayırma ve diğer kimyasal reaksiyonlar ve filtrasyon ayırma ve diğer birim işlemler yoluyla ayrılabilir ve yüksek saflıkta hafif kalsiyum karbonata geri kazanılabilir. , MgCO3 iki yeni kimyasal malzeme ve çözünmez nötr kalıntı, böylece sabunlaştırma atığı kalıntısı kapsamlı bir şekilde kullanılabilirken, büyük miktarda CO2 tüketirken, üç atığın sıfır deşarjını sağlamak için, yeni bir teknoloji ve tamamen farklı bir atılımdır. Sabunlaştırma atık kalıntısının mevcut kapsamlı kullanımı, Sosyal faydası, çevresel faydası ve ekonomik faydası çok açıktır.
3. Yüksek magnezyum CaCO3 atık kalıntısı
Fosfor tortu tozu, kalsinasyon reaksiyonu, sindirim ve liç reaksiyonu, liç sıvı karbonizasyon reaksiyonu I, liç cürufu karbonizasyon reaksiyonu II, karbonasyon reaksiyonu II süzüntü amonifikasyon reaksiyonu, vb. dahil olmak üzere beş aşamalı reaksiyonlara tabi tutulur. Tekrarlanan filtrasyon ve ayırma, kurutma ve öğütme ve diğer fiziksel Ünitenin çalıştırılmasından sonra sırasıyla gıda sınıfı hafif kalsiyum karbonat, Mg(OH)2 ve fosfor konsantresi olmak üzere üç ürün elde edilebilmektedir.
Fosfor tortularındaki büyük miktarda CaCO3 ve MgCO3 ayrıldıktan sonra sırasıyla gıda sınıfı hafif kalsiyum karbonat ve Mg(OH)2 ürünleri haline gelirler. Tortu, %30'dan fazla bir P2O5 kütle fraksiyonuna sahip fosfor konsantresidir. Tüm ayırma işlemi, katma değeri yüksek 3 A ürünü elde etmiştir, böylece fosfor tortuları tamamen ve kapsamlı bir şekilde kullanılmıştır.
4. Atık kalıntı kapsamlı kullanımının fayda analizi
Deneyler, üründeki CaCO3'ün kütle oranının %99,9'a ulaşabileceğini ve kadmiyum, arsenik, kurşun ve cıva gibi zararlı elementlerin içeriğinin, gıda sınıfı hafif kalsiyum karbonat için ulusal standardın çok altında olduğunu veya tespit edilemeyeceğini kanıtladı. . Bu yüksek saflıkta, Yüksek beyazlıkta hafif kalsiyum karbonatın tamamen elektronik sınıf kalsiyum karbonat ve gıda sınıfı kalsiyum karbonat olarak kullanılabileceği görülebilir, değeri sıradan hafif kalsiyum karbonatın fiyatının 2~3 katı ve ekonomik faydaları olacaktır. , çevresel faydaların ve sosyal faydaların oldukça Önemli olması beklenebilir.
Kağıt endüstrisinde yaygın olarak kullanılan 7 çeşit kalsiyum karbonat
Kağıt endüstrisi, kalsiyum karbonat için en büyük pazarlardan biridir. Önemli bir kağıt yapım dolgu maddesi ve kaplama pigmenti olarak kalsiyum karbonat, kaynaklar açısından zengin ve fiyatı ucuzdur; ince parçacıklar ve yüksek beyazlık, kağıdın opaklığını önemli ölçüde artırabilir; hızlı mürekkep emme hızı, kağıdın Mürekkep emilimini artırabilir; kağıdı daha yumuşak, daha sıkı ve daha parlak yapabilir; kağıdın fiziksel gücü üzerinde çok az etkisi vardır.
Şu anda, kağıt endüstrisinde yaygın olarak kullanılan kalsiyum karbonat türleri, ağırlıklı olarak ağır kalsiyum karbonat, hafif kalsiyum karbonat, nano kalsiyum karbonat, karışık kalsiyum karbonat, modifiye kalsiyum karbonat, kalsiyum karbonat kılçıkları ve bulamaç kalsiyum karbonatı içerir.
1. Ağır kalsiyum karbonat
Öğütülmüş kalsiyum karbonat bir kağıt dolgu maddesi olarak kullanılır ve ilave miktarı nispeten yüksektir, bu da kağıt mukavemeti ve boyutlandırma etkisi üzerinde çok az etkiye sahiptir ve iyi kağıt yapma performansına sahiptir. Dezavantajı, kağıdın beyazlığının ve opaklığının biraz zayıf olması ve bir dağıtıcı eklenmesi gerekmesidir.
Öğütülmüş kalsiyum karbonat sigara kağıdı, filtre kağıdı ve özel düşük miktarlı bilgi kağıdı dışında ağırlıklı olarak matbaa kağıdı, yazı kağıdı, ofis kağıdı ve reklam kağıtlarında dolgu maddesi olarak kullanılmaktadır.
2. Hafif kalsiyum karbonat
Bir kağıt dolgu maddesi olarak, hafif kalsiyum karbonat, kağıdın yüksek opaklığa, kağıt makinesinde düşük aşınmaya sahip olmasını ve dağıtıcı madde eklemeye gerek kalmamasını sağlayabilir. Dezavantajı, boyutlandırma etkisine zarar verecek olan spesifik yüzey alanının büyük olmasıdır; su tutma güçlüdür, bu da kağıt makinesinin hızının artmasına elverişli değildir.
3. Nano kalsiyum karbonat
Kağıt yapım sürecinde nano-kalsiyum karbonat dolgu maddeleri eklendikten sonra, kağıt aşağıdaki özelliklere sahiptir: kağıdın eskimesini yavaşlatabilir, böylece kağıt daha uzun süre saklanabilir; kağıdın belirli bir miktarda ultraviyole ışını emmesini sağlayabilir; kağıdın kolay sararmamasını veya solmamasını sağlar. Kırılgandır ve iyi izolasyon özelliklerine sahiptir, vb.
Kağıt yapım dolgu maddesi olarak, nano-kalsiyum karbonat genellikle çocuk bezi, hijyenik kadın bağı, renkli jet baskı kağıdı, kağıt havlu ve nefes alabilen filmler gibi özel kağıt ürünlerinin üretiminde kullanılır.
4. Karışık kalsiyum karbonat
Karışık kalsiyum karbonat (HCC), öğütülmüş kalsiyum karbonat ve kalsiyum oksit karışımını ön topaklara hazırlamak için iyonik polimer kullanmak ve daha sonra GCC arasında yeni kalsiyum karbonat oluşturmak ve son olarak karbonik asit kalsiyum oluşturmak için ön topakları karbon dioksit ile işleme tabi tutmaktır. ürünler. Sonradan karıştırılmış kalsiyum karbonat hazırlama işlemi, ilk agreganın yalnızca öğütülmüş kalsiyum karbonattan oluşturulması ve öğütülmüş kalsiyum karbonat ön aglomerat hazırlandıktan sonra, aynı miktarda kalsiyum oksit hazırlanması dışında, kabaca HCC hazırlama işlemiyle aynıdır. HCC işlemi eklenir ve ardından karbondioksit enjekte edilir. İlk GCC agregasının dışında yeni kalsiyum karbonat oluşur ve nihai kalsiyum karbonat ürünü, sonradan karıştırılmış kalsiyum karbonattır (PostHCC veya pHCC).
5. Modifiye Kalsiyum Karbonat
Kalsiyum karbonatın yüzey modifikasyonu, kalsiyum karbonata mükemmel fiziksel ve kimyasal özellikler kazandırabilir. Örneğin, kitosan, çökeltilmiş kalsiyum karbonatın (PCC) organik kaplamasını alkali çökeltme yöntemiyle modifiye etmek için kullanıldı. Modifikasyondan sonra doldurulmuş bulamacın su filtreleme performansı biraz iyileştirildi ve çözünürlük de değişti. Kağıdın çekme indeksi önemli ölçüde iyileştirilmiştir.
6. Kalsiyum karbonat bıyıkları
Kalsiyum karbonat bıyıkları, aragonit kalsiyum karbonat kristal yapısına aittir, yüksek elastik modüle, ısı direncine, aşınma direncine ve ısı yalıtımına ve diğer iyi özelliklere sahiptir ve büyük boy oranı, kısa elyaf ve küçük çaplı (Mikron seviyesi) ve bıyık malzemesine sahiptir. yüksek mukavemet özellikleri.
7. Bulamaç kalsiyum karbonat
Uygulama, bulamaç kalsiyum karbonat kullanımının katı kalsiyumdan daha güçlü avantajlara sahip olduğunu kanıtlamıştır. Bir yandan, bulamaç kalsiyum, mekanik sürtünme ve çarpışma olmadan kurutma sürecinden geçmemiştir ve doğal olarak oluşan kristal formunu tamamen muhafaza eder ve şekil ve boyut daha tutarlı olma eğilimindedir. Öte yandan, kalsiyum bulamacı mekanik sürtünme ve çarpışmaya maruz kalmamıştır ve kristal kalıntısı daha azdır ve kristal formunun sonu orijinal künt durumu korur ve neredeyse hiç hasar yoktur.
Ağır kalsiyum karbonat, hafif kalsiyum karbonat, nano-kalsiyum karbonat, karışık kalsiyum karbonat, aktif kalsiyum karbonat, kalsiyum karbonat bıyıkları vb. kağıt yapım dolgu maddeleri olarak kendi avantajlarına sahiptir. Bu nedenle, kalsiyum karbonat seçimi gerçek kağıt üretim süreci gereksinimlerine göre belirlenmelidir. Kesinlikle.

Kalsiyum hidroksit üretim yöntemi ve gıda alanındaki uygulaması
Sönmüş kireç veya sönmüş kireç olarak da bilinen kalsiyum hidroksit, genellikle toz halinde, geniş bir hammadde yelpazesine ve düşük maliyete sahiptir. Gıda, ilaç, kimya sanayi, içme suyu arıtma ve diğer alanlarda yaygın olarak kullanılmaktadır.
Kalsiyum Hidroksit Üretim Yöntemi
Kalsiyum hidroksit, kalsiyum oksit ve suyun kimyasal reaksiyonu ile elde edilir. Sönmemiş kireç (kalsiyum oksit) elde etmek için ham kireçtaşı temizlenir ve yüksek sıcaklıkta kalsine edilir. Sönmemiş kireçten kalsiyum hidroksit üretmek için iki işlem vardır: kuru yöntem ve ıslak yöntem.
Kalsiyum hidroksitin kuru üretimi şu anda yaygın bir işleme yöntemidir. Otomatik üretimi gerçekleştirebilir, üretim süreci çevre dostudur, çıktı büyüktür, kalite kararlıdır, üretilen kalsiyum hidroksitin safsızlığı yoktur ve iyi aktiviteye sahiptir. Yavaş yavaş ana işleme teknolojisi haline geldi.
Kuru işlemle üretilen kalsiyum hidroksit ürünleri, çoğunlukla kimya endüstrisi, çevre koruma, inşaat, gıda, medikal ve diğer alanlarda kullanılan sütlü kalsiyum hidroksitten daha yaygın olarak kullanılır ve depolama ve nakliye de daha uygundur.
Gıda Alanında Kalsiyum Hidroksit Uygulaması
(1) Kalsiyum
Piyasada kalsiyum karbonat, kalsiyum sitrat, kalsiyum laktat ve kalsiyum glukonat dahil olmak üzere yaklaşık 200 çeşit kalsiyum müstahzarı bulunmaktadır. Kalsiyum hidroksit, kalsiyum glukonatın yaygın olduğu kalsiyum üretim endüstrisinde hammadde olarak yaygın olarak kullanılmaktadır.
(2) süt tozu
Kalsiyum hidroksit asitlik düzenleyici olarak süt tozu (tatlandırılmış süt tozu dahil), kremalı süt tozu ve modülasyon ürünlerinde, bebek mamalarında kullanılabilir ve kullanım miktarı üretim ihtiyaçlarına göre uygundur.
(3) Pirinç tofu ve buzlu jöleli erişte
Islatılmış pirinci kullanın, su ekleyin, pirinç sütüne öğütün, sönmüş kireç suyu ekleyin, eşit şekilde karıştırın, ısıtın ve pirinç sütü pişip koyulaşana kadar karıştırın. Haşlanmış pirinç sütünü kalıba dökün ve tamamen soğuduktan sonra bıçakla küçük parçalara bölünebilir ve pirinç tofu yapılır.
(4) Korunmuş yumurtalar
Sönmüş kireç, soda külü ve bitki külü, bir macun yapmak ve yumurtanın yüzeyine sarmak için hammadde olarak kullanılır. Bir süre sonra, doğrudan kimyasal işlemle yenebilen korunmuş bir yumurta haline gelir. Protein güçlü bir alkali ile karşılaştığında, yavaş yavaş temiz su haline gelecektir. Alkali çözelti yarı geçirgen zardan yumurtaya girmeye devam ederse, alkalilik artmaya devam edecek ve temel protein molekülleri polimerleşmeye başlayacak ve viskozite giderek artarak jele dönüşerek korunmuş yumurtalar oluşturacaktır. Alkali fazla ise, korunmuş yumurtaların kalitesine zarar verecektir.
(5) Konjak yemeği
Ülkemizde konjak jel yemlerin halk üretimi ve kullanımında 2000 yıllık bir geçmişe sahiptir. Üretim yöntemi konjac tozuna 30-50 katı kadar su ilave edip macun kıvamına getirmek, konjac tozunun %5-7 oranında kalsiyum hidroksit ilave edip karıştırıp katılaştırmak ve elde etmektir.
(6) Şeker üretimi
Şeker yapma sürecinde, şuruptaki asidi nötralize etmek için kalsiyum hidroksit kullanılır ve ardından şekerin ekşi tadını azaltmak için kalan kalsiyum hidroksitin çökelmesini ve filtrelenmesini sağlamak için karbondioksit verilir. Ayrıca sakaroz ile birleşerek sakaroz tuzu oluşturabilir, bu nedenle melasın şekerden arındırılması veya şeker rafine edilmesi için kullanılabilir.
(7) Diğerleri
Kalsiyum hidroksit, bira, peynir ve kakao ürünleri için tampon, nötrleştirici ve kürleme maddesi olarak kullanılır. pH ayarlama ve pıhtılaşma fonksiyonları nedeniyle ilaç, gıda katkı maddeleri, yüksek teknoloji biyomateryal HA, yem katkı maddesi VC fosfat ve kalsiyum naftenat, kalsiyum laktat, kalsiyum sitrat ve şeker endüstrisi için katkı maddelerinin sentezinde de kullanılabilir. su arıtma ve diğer yüksek dereceli organik kimyasalların sentezi. Yenilebilir et yarı ürünleri, konjac ürünleri, içecek ürünleri ve tıbbi lavmanlar gibi asitliği düzenleyiciler ve kalsiyum kaynakları hazırlamak faydalıdır.

Metalik olmayan toz - mika tozunun tanıtımı ve uygulaması
Mika, mika grubu minerallerin genel adıdır. Potasyum, magnezyum, demir ve lityum gibi metallerin bir alüminosilikatıdır. Yapının tamamı katmanlıdır. Oluşum açısından doğal mika ve suni mika olmak üzere iki türe ayrılabilir. Doğal mika madenleri başlıca biyotit, flogopit, muskovit, lepidolit, serisit, yeşil mika, demir lepidolit vb. Sentetik mika, insanların mikayı taklit ettiği bir bileşendir. Metal oksitler belirli bir orana göre karıştırıldıktan sonra yüksek sıcaklıkta eritilir. Soğutma işlemi sırasında saf mika kristalleri oluşturmak için yeniden kristalleşirler.
1. Moskovalı
Endüstride en çok kullanılan muskovittir. Ultra ince mika tozu, plastiklerde, boyalarda, boyalarda, kauçuklarda vb. fonksiyonel dolgu maddeleri olarak kullanılabilir ve bunların mekanik mukavemetini artırabilir, tokluğu, yapışmayı, yaşlanmayı önlemeyi ve korozyon direncini artırabilir. Endüstride, esas olarak yalıtım ve ısı direncinin yanı sıra asit direnci, alkali direnci, sıkıştırma direnci ve soyulma özellikleri için kullanılır ve elektrikli ekipman ve elektrikli ekipman için bir yalıtım malzemesi olarak kullanılır; ikincisi, buhar kazanları ve eritme fırınları, pencereler ve mekanik parçalar için fırınlar üretmek için kullanılır. Mika yongaları ve mika tozu, mika kağıdına işlenebilir ve ayrıca düşük maliyetli ve tekdüze kalınlıkta çeşitli yalıtım malzemeleri üretmek için mika levhaların yerini alabilir.
2. Serisit
Serisitin mineral agregaları gül rengi, et kırmızısı, gri yeşil, açık gri mor, gri-koyu gri vb. Ancak tozun tamamı beyazdır. Demir kafese girdiğinde, toz gri ile beyazdır ve buna bağlı olarak beyazlık azalır. Serisit, ince pullar halindedir (genellikle <0,01 mm) ve belirgin bir kayganlık hissine sahiptir. Serisit, saydamdan yarı saydama kadar güçlü bir ipek parlaklığına sahiptir. Orta derecede ışık geçirgenliğine ve örtücülüğe sahiptir ve ultraviyole ışınları yansıtma özelliğine sahiptir. Yukarıdaki özellikler serisit uygulamasının benzersizliğini belirler. Serisit genellikle küçük pullar halinde olduğundan kaplama sanayinde, kağıt sanayinde, günlük kimya sanayinde ve kauçuk ve plastik sanayinde yaygın olarak kullanılmaktadır.
3. Flogopit
Doğal flogopit, koyu flogopite ve açık flogopite sahiptir. Phlogopite, mikanın tamamen parçalanması, sarı-kahverengi bir renk ve altın benzeri yansımalar ile karakterize edilir. Yapı malzemesi endüstrisinde, yangından korunma endüstrisinde, yangın söndürme maddesi, kaynak çubuğu, plastik, elektrik yalıtımı, kağıt yapımı, asfalt kağıdı, kauçuk, sedefli pigment ve diğer kimya endüstrilerinde yaygın olarak kullanılmaktadır.
4. Sentetik mika
Flor flogopit olarak da bilinen sentetik mika, doğal mikanın bileşimini ve yapısını taklit ederek ve yüksek sıcaklıkta eritme ve sabit sıcaklıkta kristalleştirme yoluyla kuvars ve diğer hammaddeler kullanılarak yapılır. Doğal mika ile karşılaştırıldığında, sentetik mika doğal kaynak koşulları tarafından daha az kısıtlanır, yapısı doğal mikaya benzer ve saflığı, şeffaflığı, yalıtımı ve yüksek sıcaklık dayanımı doğal mikaya göre daha iyidir, bu nedenle bazı endüstriyel uygulamalarda tamamen kullanılabilir. . Doğal mikanın yerini alan ve hatta onu aşan, güçlü canlılık ve gelişme beklentileri vardır. Stratejik öneme sahip yapay olarak sentezlenmiş pul pul metalik olmayan kristallerden oluşan yeni bir malzemedir. Sentetik mikanın şu anki temel amacı, mikayı çeşitli parçacık boyutlarında mika tozu haline getirmektir. Uygulama endüstrileri arasında kaplamalar, kauçuk, plastikler, mika kağıdı, mika seramikler, özel sentetik dalga emici malzemeler, sentetik mika elektrikli ısıtma plakaları, işlenebilir seramikler ve Sentetik mika sedefli pigmentler ve diğer uygulamalar yer alır.
Kuru öğütmenin avantajları
1. Üretim süreci, aşırı ekipman ve uzun üretim hatları olmaksızın basittir;
2. Su ve ısı enerjisine gerek yok, daha az enerji talebi;
3. Islak yöntemle karşılaştırıldığında, nihai ürünün fiyatı düşüktür ve bazı daha az talepkar dolgu sınıfı ürünler için maliyet performansı daha yüksektir;
4. Üretim verimliliği, ıslak yöntemden nispeten daha yüksektir.
Pulverizasyon ön işleme süreci için neden çok ince bir pulverizatöre ihtiyacınız var?
Günümüzde birçok materyalin insanların kullanım şekline göre farklı formlarda sunulması gerekmektedir. Örneğin, Çin tıbbi malzemeleri, kullanıcıların bunları pelet haline getirmesi, toz haline getirmesi vb. Bu adımları tamamlama öncülü, ön işleme prosedürlerinin temeli olarak paslanmaz çelik öğütücüler gerektirir. Paslanmaz çelik pulverizatörün bu büyük malzeme parçalarını önce küçük parçalara ayırması ve ardından talebe göre toz haline getirmesi veya hap haline getirmesi gerekir. Neden bir öğütücü ile toz haline getirilemiyor? Başka bir ultra ince öğütücü almanız gerekiyor mu?
Ultra ince öğütücünün önemi şu noktalarda yatmaktadır:
İlk olarak, malzemenin daha hızlı ve etkili bir şekilde toz haline getirilmesine izin verin. İlk olarak, bu garip şekilli, hacimli malzemeleri küçük parçalara ayırmak için kaba bir kırıcı kullanın. İkincil kırma için, ultra ince öğütücü çok daha kolay ve kullanışlıdır ve üretilen toz daha hassastır ve aynı zamanda çıktı da artar.
İkincisi, öğütücünün kullanımını sürdürün. Pülverizatörün sertliği büyük, çapı büyük ve viskozitesi yüksek olan malzemeleri direkt olarak toz haline getirmesinin engellenmesi, pulverizatörü bir dereceye kadar korur.
Üçüncüsü, malzemenin tozunu alın. Ultra ince öğütücü, kırma işlemindeki malzemelerden tozu belirli bir aralıkta çıkarabilen ve çalışma ortamını etkin bir şekilde iyileştiren bir toz giderme cihazı ile donatılmıştır.
Jet Milling ile Hangi Malzemeler Taşlanabilir?
Herhangi bir kristal veya kırılgan toz bir jet değirmende öğütülebilir. Islak malzemeler ayrıca ısıtılmış hava veya aşırı ısıtılmış buhar kullanılarak aynı anda hızlı bir şekilde kurutulabilir ve öğütülebilir.
Jet freze ürünlerinin özellikleri nelerdir?
Jet milled ürünlerin en önemli özelliklerinden biri, yüzey alanındaki çarpıcı artıştır. 5 mikrona düşürüldüğünde, 30 gözenekli bir ürün partikül sayısında 1.643.000 kat ve yüzey alanında 118 kat artış sağlar. Bu da kimyasalların reaksiyon süresini kısaltır. Yüzey alanı arttıkça ilaç etkisi artar, bu nedenle aynı işi yapmak için daha düşük dozda ilaç gerekir. Astım hastalarına yönelik ilaçların akciğerlerin derinliklerine inmesi gerekir ve ilaçtaki çok ince parçacıklardan oluşan parçacıkların daha da derinlere gitmesi gerekir. Bir jet değirmeni, bir ilaç tozunu hipodermik bir iğneden geçecek kadar ince öğütür. Kil ve silika ürünleri gibi dolgu maddeleri ve genişleticiler, ince kağıt ve plastik ürünlerde kullanım için tam olarak öğütülür. Jet milled pestisitler, herbisitler ve bitkilerle ilgili diğer ürünler, daha geniş bir yüzey alanını kaplamak için daha az aktif içerik kullanarak maliyetleri düşürür.

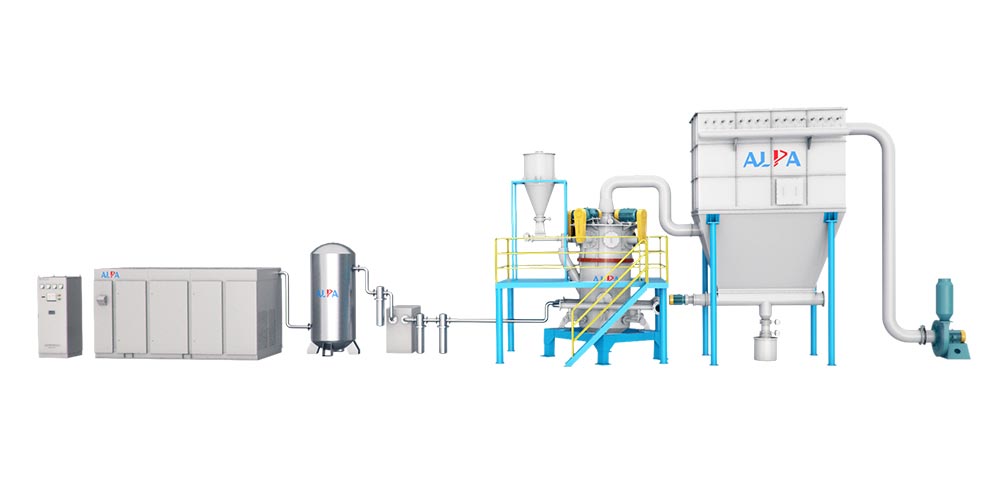
Tıbbi ultra ince öğütme ekipmanı - jet değirmeni
Hammaddelerin mikronizasyonu, az çözünen ilaçların çözünürlüğünü önemli ölçüde artırabilir ve çok ince toz haline getirilmiş az çözünür ilaçlardan hazırlanan katı müstahzarların çözünme hızı, yerel tutarlılık değerlendirmesinin gerekliliklerini karşılayabilir. Jet öğütücü, malzemeyi birkaç mikron toz haline getirebilen ultra ince öğütme ekipmanındaki en önemli bileşenlerden biridir. Jet değirmen veya akışlı enerji değirmeni olarak da bilinen jet değirmen, malzemeleri ezmek için çarpışmak, öğütmek ve kesmek için yüksek hızlı hava akışı veya aşırı ısıtılmış buhar kullanır.
Toz hazırlama sürecinde jet değirmenin çalışma prensibi
Memede sıkıştırılmış hava veya inert gaz basınçlandırıldıktan sonra, yüksek hızlı elastik sıvının enjeksiyon kuvveti, parçacıklar, gaz ve parçacıklar, parçacıklar ve duvar ve diğer bileşenler arasında güçlü etki, kesme, çarpışma ve sürtünme oluşturmak için kullanılır. Ve benzeri. Aynı zamanda, hava akımı dönüşünün merkezkaç kuvvetinin etkisi altında veya bir sınıflandırıcı ile birleştiğinde, kaba ve ince parçacıklar, ultra ince öğütme elde etmek için sınıflandırılır.
(1) Düz jetli değirmen
Düz jet değirmen, disk jet değirmen olarak da adlandırılır. Bu tür ekipmanın çalışma prensibi, basınçlı havanın, negatif basınç oluşturacak girişten hava dağıtım odasına girmesi ve malzemenin karıştırma odasına girmesi ve ardından yüksek hızlı hava akımı ile kırma odasına püskürtülmesidir. memeden dışarı atılır. oda. Nozülün ve kırma odasının radyal yönü belirli bir açıya sahiptir, bu nedenle nozuldan atılan yüksek hızlı hava akımı altında malzeme çok yüksek bir hızda döner ve dairesel hareket gerçekleştirir. Malzemeler birbiriyle çarpışır ve kırma haznesinin iç duvarı çarpışır, öğütülür vb. Böylece malzemeler ezilir. Gereksinimleri karşılamayan kaba malzemeler, merkezkaç kuvvetinin etkisi altında kırmaya devam etmek için duvara atılır ve ince toz, kırılan ürünleri toplamak için kırıcının çıkış borusundan jet değirmenin toplama sistemine girer.

(2) Akışkan yataklı (karşı püskürtmeli) jet değirmen
Akışkan yataklı (karşı jet) jet değirmen, daha yeni bir jet değirmendir. Akışkan yataklı karşı püskürtmeli değirmenin çalışma prensibi, hava akışının bir grup memeden (sayı > 2) geçerek değirmende bir karşı püskürtme akış alanı oluşturması ve malzemenin akışkanlaştırılmasıdır. Jet değirmendeki malzemeler, meme jetinin kesişme noktasındaki parçacıklar arasında güçlü çarpışma, sürtünme ve darbeye sahip olacak ve daha sonra ezilecektir. Toz haline getirilmiş toz, negatif basınç etkisi altında sınıflandırıcıdan geçer ve gereksinimleri karşılayan ürünler, siklon ayırıcı ve toz toplayıcı tarafından toplanırken, gereksinimleri karşılamayan daha iri parçacıklar, altında toz haline getirilmek üzere kırma alanına geri gönderilir. yerçekiminin etkisi.

İlaç öğütme için jet değirmenin özellikleri
1. Parçacık boyutu dağılım aralığı dar ve ortalama parçacık boyutu gayet iyi
Yüksek basınçlı hava akışlı toz haline getirme işlemi ve hassas sınıflandırıcının hava akışı dönüşünün merkezkaç kuvveti sayesinde, farklı parçacık boyutlarının otomatik olarak sınıflandırılması gerçekleştirilir. Elde edilen ürünlerin partikül boyutu dağılımı dar, ortalama partikül boyutu ince ve D50 partikül boyutu 5 ile 10 μm arasındadır.
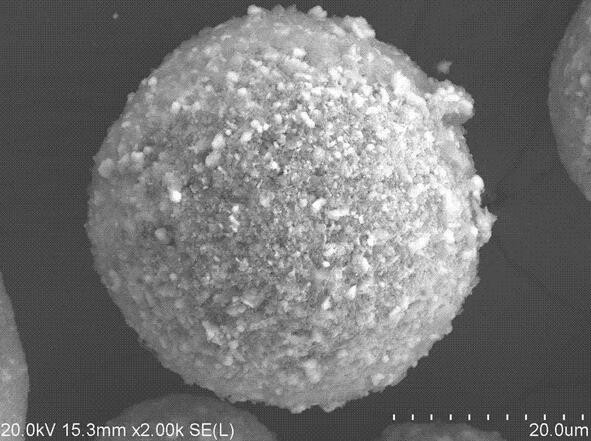
2. Toz şekli iyidir, ürün saflığı yüksektir
Jet değirmen tarafından üretilen tozun görünümü küreseldir, parçacıkların yüzeyi pürüzsüzdür, şekli düzenlidir, dağılım iyidir, kırma işlemi sırasında mekanik aşınma küçüktür ve ürün saflığı yüksektir.
3. Düşük erime noktası ve ısıya duyarlı ilaçlar için uygundur
Püskürtücü basınçlı hava ile çalışır ve yüksek hızlı jet pnömatik olarak Joule Thomson etkisini üretir. Nozüldeki pnömatik olarak adyabatik çarpışma, kırma sisteminin sıcaklığını düşürür ve ilaç çarpışması ve sürtünmeden kaynaklanan ısıyı dengeler.
4. İyi sızdırmazlık, kirlilik yok
Jet değirmenin iyi sızdırmazlık performansı nedeniyle ürün verimi yüksektir; tüm kırma işlemi negatif basınç altında, sızıntı olmadan, çevreye kirlilik olmadan gerçekleştirilir ve aseptik olarak çalıştırılabilir.
5. Kırma-karıştırma-kurutma online operasyon
Jet değirmen kırma, karıştırma ve kurutma gibi çevrim içi işlemleri gerçekleştirebilir ve aynı zamanda ilaç tozunu eş zamanlı olarak modifiye edebilir. Örneğin, bazı ilaçlar toz haline getirme sırasında bir sıvının içine püskürtülerek parçacıkları kaplar ve değiştirir.
Jet değirmen, çeşitli yüksek performanslı mikro toz malzemelerin geliştirilmesi için ilk tercih haline geldi.
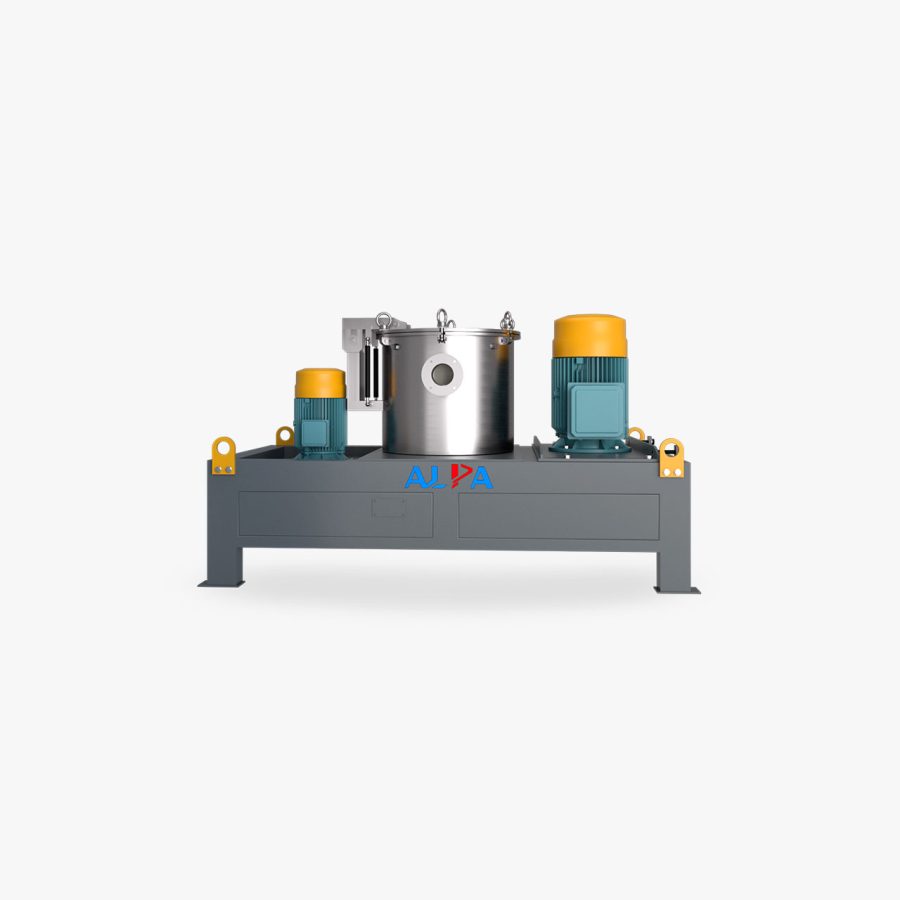
Seramik darbeli öğütücü, kirlilik içermeyen ultra ince toz üretimi

Geleneksel mekanik ezme için, genellikle kesme, ekstrüzyon, darbe ve öğütme gibi kuvvetleri mekanik olarak uygulayarak malzemeleri kırma işlemidir. Ezilmiş malzemelerin öğütme gövdeleri veya öğütme ortamı ile doğrudan temas halinde olması gerekirken, geleneksel öğütme gövdeleri çoğunlukla çeşitli metal malzemelerden yapılır ve aşınma nedeniyle metal safsızlıklarının ortaya çıkması kaçınılmazdır. Bu nedenle, mekanik toz haline getiricilerin uygulaması, lityum piller, ilaçlar, sağlık ürünleri ve kirlilik içermeyen toz haline getirme gerektiren gıda gibi alanlarda büyük ölçüde sınırlıdır.
Mekanik değirmeni manyetik kirlilik olmayan bir endüstride kullanmak istiyorsanız kırma makinesinin tasarımında gereklidir. Kırma işlemi sırasında malzeme ile temas halinde olan kısım seramik yapı parçası olmalıdır. Shenfei Powder (Hangsheng Industry), lityum pil malzemelerinin toz haline getirilmesi işlemiyle ilgili araştırma sırasında müşterilerin ihtiyaçlarına göre seramik mekanik ultra ince öğütücü geliştirdi ve üretti. Bu tip ekipmanın besleme parçacık boyutu < 3 mm'dir ve ürün parçacık boyutu 5-100 μm arasında ayarlanabilir. Tüm ekipman seti, yüksek sistem entegrasyonuna, düşük ince toz oranına, yüksek verime, iyi parçacık şekline ve büyük parçacıkların sıkı kontrolüne sahiptir. Lityum pil kullanıcıları tarafından derinden seviliyor.
Seramik mekanik ultra ince pulverizatörün çalışma prensibi, malzemenin besleme sistemi tarafından pulverizasyon odasına eşit olarak gönderilmesi ve pulverizasyon diskinin etkisi altında merkezkaç kuvvetine maruz kalması, pulverizasyon halka dişlisiyle çarpışması ve kesme, sürtünme ve çarpışma gibi çeşitli kuvvetler; ürün, hava akımı ile sınıflandırma alanına hareket eder ve frekans dönüştürme ile kontrol edilen sınıflandırma çarkı ile ayrılır.
Şu anda, alpa tozu tarafından geliştirilen ve üretilen seramik mekanik ultra ince öğütücü, lityum pil endüstrisinde 20 yıllık uygulama deneyimine sahiptir. Bu ekipman, özellikle 5 mikrondan daha büyük parçacık boyutuna sahip malzemelerin toz haline getirilmesi için uygundur ve yüksek verimlilik ve enerji tasarrufu özelliklerine sahiptir. Son yıllarda lityum pil yeni enerji endüstrisinin patlayıcı büyümesiyle, bu ekipman, lityum pil malzemelerinde jet öğütme ekipmanı ve kum değirmenlerinin uygulanması için güçlü bir ek haline gelecektir. Müşteriler, çeşitlendirilmiş parçacık boyutları ile malzeme kırma ve işleme için kendi gereksinimlerine göre daha ekonomik ve pratik kırma proseslerini ve ekipmanlarını seçebilirler.
Tabii ki, manyetik kirlilik gerektirmeyen tıp, sağlık ürünleri, gıda, kimya endüstrisi vb. Kırma işlemlerinde seramik mekanik ultra ince öğütücü de çok iyi bir seçimdir.
Jet değirmen uygulama ve ekipman seçimi
Son yıllarda, ultra ince parçacıkların üstün performansı sürekli olarak onaylandıkça, giderek daha fazla araştırmacı ince toz üretimi araştırma çalışmalarına dikkat etmeye başladı. Ultra ince tozun önemli bir hazırlama yöntemi olan jet öğütme teknolojisi, çeşitli yüksek performanslı mikro toz malzemeleri geliştirmek için tercih edilen yöntemlerden biri haline geldi.
Jet değirmeni veya akışlı enerji değirmeni olarak da bilinen jet değirmeni, malzemenin darbe parçaları, darbe, kesme ve toz haline getirmek için diğer etkilerle çarpışmasını sağlamak için yüksek hızlı hava akışı kullanır. Malzemenin bir jet değirmeni ile toz haline getirilmesiyle elde edilen ürün, düzgün inceliğe, dar parçacık boyutu dağılımına, yüksek saflığa, pürüzsüz parçacık yüzeyine, düzenli şekle ve iyi dağılabilirliğe sahiptir. Kırma işlemi sırasında malzeme daha az kirlenir ve hatta kirlilikten arınmış ve steril bir ortam elde edilebilir, bu nedenle gıda ve ilaç gibi yabancı cisimlerle kirlenmesine izin verilmeyen alanlarda ultra ince kırma işlemi uygulanabilir. Jet değirmen, kırma işlemi sırasında çok fazla ısı yaymaz, bu nedenle diğer kırma ekipmanlarına göre erime noktası veya ısı hassasiyeti düşük olan malzemeleri kırmak için daha uygundur. Üretim sürecindeki otomasyon derecesi yüksektir ve büyük ölçekli endüstriyel üretim için kullanılabilir. Jet öğütme, kırma ve sonraki üretim adımlarının ortak çalışmasını da gerçekleştirebilir. Örneğin, malzemelerin ezilmesi ve kurutulması aynı anda gerçekleştirilebilir ve toz yüzeyini kaplamak veya değiştirmek için kırma sırasında çözelti de püskürtülebilir. Ancak büyük enerji tüketimi gibi dezavantajlar da vardır.
Jet Değirmen Çeşitleri
Spiral Jet Değirmeni
Yatay disk jet değirmen olarak da bilinen Spiral Jet Değirmen, endüstride en eski ve en yaygın kullanılan jet değirmendir. Basit yapı, rahat çalışma, kendi kendini derecelendirme vb. avantajlara sahiptir, ancak ekipmanın darbe kinetik enerjisi büyük değildir ve kırma gücü düşüktür. Yüksek sertliğe sahip malzemeleri işlerken, öğütme odasının kirlenmesini ağırlaştıracak ve üründe belirli bir kirliliğe neden olacak yüksek hızlı hava akışına sahip malzemenin etkisi nedeniyle, gövdenin iç duvarı öğütme odasının iç duvarı ile şiddetli bir şekilde çarpışacak ve sürtünecektir. Çok çeşitli malzemeler, özellikle çeşitli agregalardan veya agregalardan oluşan malzemeler için uygundur.
Karşı jetli jet değirmeni
Karşı jet jet değirmeni ve ters jet değirmeni olarak da bilinen karşı jet jet değirmeni, yüksek enerji kullanım oranına sahip bir ekipman türüdür. Kırma işlemi esas olarak parçacıklar arasındaki yüksek hızlı çarpışmaya dayandığından, etkili bir şekilde yüksek hızlı hava akışı tarafından çarpan parçaların aşınmasını önleyebilir ve aynı zamanda malzeme kirlenmesi sorununu iyileştirebilir ve ürün parçacık boyutu daha incedir; ancak ekipman geniş bir alanı, yüksek enerji tüketimini ve geniş parçacık boyutu dağılımını kaplar. Genellikle sert, kırılgan ve viskoz malzemeleri ezmek için kullanılır.
Akışkan yataklı jet değirmen
Akışkan yataklı jet değirmen, dar parçacık boyutu dağılımı, yüksek kırma verimliliği, düşük enerji tüketimi, daha az ürün kirliliği ve daha az aksesuar aşınması ve yıpranması gibi avantajlara sahip yeni bir jet değirmen türüdür, ancak ekipman maliyeti nispeten yüksektir. Malzemenin hava akımı tarafından çarpıştırılıp ezilmesinden önce akışkan bir halde işlenmesi gerektiğinden, akışkan yataklı jet değirmen genellikle ezilmiş malzemenin yeterli inceliğe sahip olmasını gerektirir ve yüksek yoğunluklu malzemeler için gereksinim daha açıktır. Genellikle sentetik reçine, fenolik reçine, ilaç, kozmetik, gelişmiş seramik, manyetik toz, pil malzemeleri ve diğer endüstrilerdeki malzemelerin süper ince ezilmesi, dağıtılması ve şekillendirilmesi için kullanılır.
Gelecekte, ultra ince jet öğütme ekipmanının ana gelişme eğilimi, esas olarak tek bir makinenin çıktısını artırmada ve ürün birimi başına enerji tüketimini azaltmada kendini gösterecek; ürün inceliğini iyileştirmek ve ekipmanın kırma limitini güçlendirmek; ürün inceliği ve parçacık boyutu dağılımının vb. çevrimiçi düzenlemesi
Ultra ince tozun 14 yüzey kaplama işlemi yöntemi
Ultra ince toz genellikle parçacık boyutu mikron veya nanometre olan parçacıkları ifade eder. Yığın konvansiyonel malzemelerle karşılaştırıldığında, daha geniş spesifik yüzey alanına, yüzey aktivitesine ve daha yüksek yüzey enerjisine sahiptir, dolayısıyla mükemmel optik, termal, elektriksel, manyetik, katalitik ve diğer özellikler sergiler. İşlevsel bir malzeme olarak ultra ince toz, son yıllarda kapsamlı bir şekilde incelenmiştir ve ulusal ekonomik kalkınmanın çeşitli alanlarında giderek daha yaygın bir şekilde kullanılmaktadır.
1. Mekanik karıştırma yöntemi. Ekstrüzyon, darbe, kesme, sürtünme ve diğer mekanik kuvvetleri kullanarak, değiştirici, toz parçacıklarının dış yüzeyine eşit olarak dağıtılır, böylece çeşitli bileşenler bir kaplama oluşturmak için birbirine nüfuz edebilir ve dağılabilir.
2. Katı faz reaksiyon yöntemi. Birkaç metal tuzunu veya metal oksidi formüle göre tamamen karıştırın ve öğütün, ardından kalsine edin ve katı hal reaksiyonu yoluyla doğrudan süper ince kaplama tozu elde edin.
3. Hidrotermal yöntem. Yüksek sıcaklık ve yüksek basınca sahip kapalı bir sistemde, normal basınç koşullarında elde edilemeyen özel bir fiziksel ve kimyasal ortam elde etmek için ortam olarak su kullanılır, böylece reaksiyon öncüsü tamamen çözülür ve belirli bir aşırı doygunluk derecesine ulaşır. böylece büyüme elementleri oluşturulur ve ardından Çekirdeklenme ve kristalleşme, bileşik tozu oluşturur.
4. Sol-jel yöntemi. İlk olarak, modifiye edici öncü, tekdüze bir çözelti oluşturmak için su (veya organik çözücü) içinde çözülür ve çözünen madde ve çözücü, değiştirici (veya öncüsü) sol elde etmek için hidroliz veya alkolize tabi tutulur; daha sonra ön işlem görmüş kaplanmış parçacıklar sol ile üniform bir şekilde karıştırılır, böylece parçacıklar sol içinde üniform bir şekilde dağılır, işlemden sonra sol bir jele dönüştürülür ve dış yüzey üzerinde bir değiştirici ile kaplanmış bir toz elde etmek için yüksek sıcaklıkta kalsine edilir. , böylece tozun yüzey modifikasyonunu gerçekleştirir.
5. Yağış yöntemi. Toz parçacıkları içeren çözeltiye bir çökeltici ekleyin veya reaksiyon sisteminde bir çökeltici oluşumunu tetikleyebilen bir madde ekleyin, böylece modifiye edilmiş iyonlar bir çökelme reaksiyonuna girer ve parçacıkların yüzeyinde çökelir, böylece parçacıkları kaplar.
6. Heterojen pıhtılaşma yöntemi ("çeşitli topaklanma yöntemi" olarak da bilinir). Yüzeyde zıt yüklere sahip taneciklerin birbirini çekebileceği ve topaklanabileceği prensibine dayanan bir yöntem. Bir tür parçacığın çapı, başka bir yüklü parçacığın çapından çok daha küçükse, o zaman aglomerasyon işlemi sırasında küçük parçacık, bir kaplama oluşturmak için büyük parçacığın dış yüzeyinde adsorbe olur.
7. Mikroemülsiyon kaplama yöntemi. İlk olarak, kaplanacak ultra ince tozu hazırlamak için W/O (yağda su) mikroemülsiyonu tarafından sağlanan mikro su çekirdeği kullanılır ve ardından toz kaplanır ve mikroemülsiyon polimerizasyonu ile modifiye edilir.
8. Düzgün olmayan çekirdeklenme yöntemi. LAMER kristalleşme süreci teorisine göre, kaplama tabakası, kaplanmış partikül matrisi üzerinde modifiye edici partiküllerin heterojen çekirdeklenmesi ve büyümesi kullanılarak oluşturulur.
9. Akımsız kaplama yöntemi. Yer değiştirme yöntemi, temas kaplama yöntemi ve indirgeme yöntemi dahil olmak üzere dış akım olmadan kimyasal yöntemle metal çökeltme işlemini ifade eder.
10. Süperkritik sıvı yöntemi. Halen üzerinde çalışılan yeni bir teknolojidir. Süper kritik koşullarda, basıncın düşürülmesi süper doygunluğa yol açabilir ve katı çözünenlerin süper kritik çözeltilerden kristalleşmesine izin vererek yüksek süper doyma oranları elde edilebilir.
11. Kimyasal buhar biriktirme yöntemi. Nispeten yüksek bir sıcaklıkta, karıştırılmış gaz, alt tabakanın yüzeyi ile etkileşime girerek, karışık gazdaki bazı bileşenleri ayrıştırır ve alt tabaka üzerinde bir metal veya bileşik kaplama oluşturur.
12. Yüksek enerji yöntemi. Kızılötesi ışınlar, ultraviyole ışınlar, γ-ışınları, korona deşarjı, plazma vb. kullanılarak nanoparçacıkların kaplanması yöntemi, toplu olarak yüksek enerjili yöntemler olarak adlandırılır. Yüksek enerji yöntemi, yüksek enerjili parçacıkların etkisi altında nanoparçacıkların yüzeyinde kaplama elde etmek için genellikle aktif fonksiyonel gruplara sahip bazı maddeler kullanır.
13. Sprey piroliz yöntemi. Proses prensibi, gerekli pozitif iyonları içeren birkaç tuzun karışık solüsyonunu buğuya püskürtmek ve bunu ayarlanan sıcaklığa kadar ısıtılmış reaksiyon odasına göndermek ve reaksiyon yoluyla ince kompozit toz parçacıkları üretmektir.