
Bilyalı değirmenin öğütme ortamının rolü ve türleri
Bilyalı değirmendeki öğütme gövdesinin işlevi, değirmene beslenen dökme malzemeleri ezerek ince toz haline getirmektir. Değirmene yeni giren malzemenin parçacık boyutu yaklaşık 20 mm'dir ve sonunda 0,08 mm'nin altında ince bir toz halinde öğütülecektir (genellikle elek kalıntısı %15'i geçmemelidir). Öğütme gövdesi esas olarak yeni beslenen dökme malzemeleri (kaba öğütme odasında) etkiler ve bunları ek olarak öğütür. Bu süre boyunca taşlama gövdeleri arasındaki çarpışmalar kaçınılmazdır. Değirmen çalışırken güçlü ses, esas olarak kaba öğütme odasından gelir. Malzemenin tane boyutu küçüldükçe bir sonraki siloya akacak, öğütme gövdesi ağırlıklı olarak öğütmeye dönüşecek, ses giderek zayıflayacak ve ince öğütüldükten sonra öğütme değirmeninden gönderilecektir. Farklı öğütme odalarında farklı tip ve özelliklerde öğütme gövdeleri kullanılmaktadır.
①Çelik bilye: Bilyalı değirmenlerde yaygın olarak kullanılan bir tür öğütme gövdesi. Taşlama işlemi sırasında malzeme ile temas eder ve malzeme üzerinde büyük etkisi vardır. Esas olarak bir depoda (besleme ucu aynı zamanda bir kaba öğütme deposudur) ve bir çift depoda kullanılır. Kapalı devre değirmenler için iki hazneli (kaba ve ince öğütme hazneleri), borulu değirmenler için bir ve iki hazneli. Çelik bilyenin çapı Ф15~125mm arasındadır. Öğütme işleminin gereksinimlerine göre, kaba öğütme odası genellikle Ф50~110mm'yi seçer ve ince öğütme odası Ф20~50mm'lik çeşitli özellikleri kullanır.
②Çelik bölüm: Değirmenin ince öğütme odasında malzeme esas olarak öğütülür. Çelik (demir) bölüm çelik bilyenin yerini alabilir. Şekli kısa silindirik veya kesik konidir. Malzeme ile hat teması vardır ve güçlü bir öğütme etkisine sahiptir. Ancak darbe küçüktür, bu nedenle ince öğütme odası için daha uygundur.
③Çelik çubuk: Çelik çubuk, Ф40~90mm çapında ıslak öğütmede yaygın olarak kullanılan bir tür taşlama gövdesidir ve çubuğun uzunluğu, öğütme odasının uzunluğundan 50~100mm daha kısadır.
Aşındırıcı gövde tipi ne olursa olsun, malzemesi için yüksek gereksinimleri vardır: yüksek aşınma direncine ve darbe direncine sahip olmalıdır. Malzemenin kalitesi değirmenin öğütme verimini ve çalışma hızını etkiler. Malzemenin sert, aşınmaya dayanıklı ve kırılması kolay olmaması gerekir. Örneğin, yüksek kromlu dökme demir, aşınma direnci, ısı direnci, korozyon direnci ve önemli tokluk ile karakterize edilen yüksek krom içeriğine sahip bir alaşım beyaz dökme demirdir. Düşük kromlu dökme demir, daha az krom elementi içerir ve daha yüksek tokluğa sahiptir. Kromlu dökme demir zayıftır ancak aşınma direnci iyidir. Küçük bilyelerin, demir bölümlerin ve ince öğütme odalarının astarı olarak kullanıma uygundur.

Siklon toz toplayıcının verimini etkileyen faktörler
Siklon toz toplayıcı, teğetsel girişten toz toplayıcıya girer. Hava akımı toz toplayıcıda döner. Hava akımındaki toz partikülleri, merkezkaç kuvveti etkisi altında dış duvara doğru hareket eder, duvar yüzeyine ulaşır ve hava akımı ve yerçekimi etkisi altında duvar boyunca hareket eder. Duvar, ayırmayı sağlamak için kül haznesine düşer. Toz toplayıcının toz giderme verimliliğini etkileyen birkaç faktör vardır:
1. Hava giriş alanı: Hava girişi, toz toplayıcının önemli bir parçasıdır ve aynı zamanda toz giderme verimliliğini de etkiler. Hava giriş alanı ne kadar küçük olursa, hava hızı o kadar yüksek olur ve toz ve diğer şeylerin ayrılması için faydalı olan toz giderme verimliliği o kadar yüksek olur;
2. Giriş rüzgar hızı: Genellikle, giriş rüzgar hızı 12-25m/s'de tutulur. 12m/s'den daha düşük olduğunda, toz giderme verimliliği düşecektir. 25m/s'den yüksek olduğunda, toz giderme verimliliği önemli ölçüde artmaz, ancak direnç kaybı artar ve enerji tüketimi artar. . Bu aralıkta rüzgar hızı ne kadar yüksek olursa, direnç ve toz giderme verimliliği o kadar yüksek olur;
3. Siklon silindirinin çap ve yükseklik oranı, toz toplayıcının verimliliğini etkiler: aynı teğetsel hızda, silindirin çapı ne kadar küçükse, merkezkaç kuvveti o kadar büyük ve toz giderme verimliliği o kadar yüksek olur. Silindirin çapı çok küçükse, partiküller kolayca kaçacak ve toz giderme verimliliği daha düşük olacaktır. Bu nedenle, toz toplayıcının hava girişinin çapının çok büyük olması kolay değildir, sadece uygundur ve yakın hava deliği çok küçük olamaz. Toz parçacıkları büyük olduğunda, hava girişini tıkamak kolaydır;
4. Siklon toz toplayıcının konisinin uygun şekilde uzatılması, toz giderme verimliliğinin iyileştirilmesi için de faydalıdır;
5. Kül boşaltma ağzının çapının ve derinliğinin etkisi: kül boşaltma ağzının çapı ne kadar küçükse, hava akımı o kadar küçük ve toz boşaltma zorluğu o kadar büyük olur, bu nedenle çıkış havası boşaltma hızı ve çapı hızlandırmak;
6. Toz toplayıcının alt kısmının sızdırmazlığı: Genellikle, toz toplayıcının alt kısmındaki hava kilitleme cihazı için iki tip çift kanatlı valf veya yıldız şekilli boşaltıcı vardır. Çökelticinin içindeki statik basınç, dış duvardan merkeze doğru kademeli olarak azalır. Çökeltici pozitif basınç altında olsa bile, koninin alt kısmı negatif basınç altında olabilir. Toz toplayıcının alt kısmından gelen hava sızıntısı, kül hunisine düşen tozu tekrar uzaklaştıracak ve bu da toz giderme verimliliğini önemli ölçüde azaltacaktır. Hava kaçağı, toz toplayıcı tarafından işlenen hava hacminin %15'ine ulaştığında, toz giderme verimliliği neredeyse sıfıra düşer;
7. Gaz sıcaklığı: Sıcaklık arttıkça gaz viskozitesi artar, böylece toz parçacıkları üzerindeki merkezcil kuvvet artar ve ayırma verimi düşer. Bu nedenle, siklon toz toplayıcının toz toplayıcı verimliliği, gaz sıcaklığının veya viskozitesinin artmasıyla azalır.

Bilyalı değirmen çelik bilye çeşitleri ve malzemeleri
Bilyalı değirmen, malzemeler ezildikten sonra öğütme için anahtar ekipmandır. Çimento ve kimya endüstrisi gibi birçok endüstride ana makinedir. Çelik bilye bileşenleri, tüm makinenin çalışmasını sağlayan ve üretim hacmini etkileyen bilyalı değirmen ekipmanında önemli bir yere sahiptir.

Bilyalı değirmen çelik bilye çeşitleri
1. Dövme çelik bilyeler: iyi kalite, iyi darbe direnci, güçlü tokluk ve iyi aşınma direnci özelliklerine sahip 60Mn, 65Mn gibi daha iyi aşınmaya dayanıklı malzemeler kullanın.
2. Dökme çelik bilyeler: Dökme çelik bilyelerin üretimi nispeten basittir ve üretim yatırımı küçüktür. Düşük enerji tüketimi, yüksek darbe tokluğu, esneklik vb. özelliklere sahiptir ve işlemin yönetilmesi kolay olduğu için kullanıcıların çoğunluğunun beğenisini kazanmıştır.
3. Sıcak haddelenmiş bilyeli çelik bilye: İyi şekillendirme, küçük geometrik tolerans ve istikrarlı kalite özelliklerine sahiptir. Aşınma oranı düşüktür, hizmet ömrü mevcut dökme demir bilyelerin ve dövme çelik bilyelerin 2 ila 5 katıdır ve fiyatı orta düzeydedir.
Bilyalı değirmen çelik bilye malzemesi
1. Yüksek manganlı çelik: Bu malzeme iyi tokluğa, iyi üretilebilirliğe ve düşük fiyata sahiptir. Ana özelliği, daha büyük darbe veya temas stresi etkisi altında, yüzey tabakasının hızlı bir şekilde sertleşme üretmesi ve iş sertleştirme indeksinin diğer malzemelerden 5-7 kat daha yüksek olması, aşınma direncinin büyük ölçüde artmasıdır.
2. Düşük karbon alaşımlı çelik bilye: Düşük karbonlu alaşımdan yapılmış çelik bilye iyi tokluğa ve düşük fiyata sahiptir. Aynı koşullar altında hizmet ömrü, düşük kromlu döküm bilyelerin iki katından fazladır.
3. Yüksek kromlu dökme demir: mükemmel aşınma direncine sahip, ancak düşük tokluk, kırılgan kırılma ve pahalı olan aşınmaya dayanıklı bir malzeme.
4. Yüksek karbonlu ve yüksek manganlı alaşımlı çelik: Malzeme esas olarak yüksek sertlik ve iyi tokluğa sahip krom, molibden ve diğer elementleri içeren alaşımlı yapısal çeliktir. Aynı çalışma koşulları altında hizmet ömrü, yüksek manganlı çelik bilyelerin iki katından fazladır.

Torba darbeli toz toplayıcının günlük bakımı ve tozdan arındırılması
Yeni torba filtrenin deneme çalışması sırasında aşağıdaki noktaların kontrol edilmesine özel dikkat gösterilmelidir:
1) Fanın dönüş yönü, hızı, yatak titreşimi ve sıcaklığı.
2) Bertaraf havası hacminin ve her bir test noktasının basıncının ve sıcaklığının tasarımla uyumlu olup olmadığı.
3) Filtre torbasının cihaz durumu, kullanımdan sonra torba düşmesi, ağız gevşekliği, aşınma vb. olup olmadığı, devreye alındıktan sonra bacanın deşarj durumunun görsel olarak incelenmesi ile değerlendirilebilir.
4) Torba odasında yoğuşma olup olmadığına ve kül boşaltma sisteminin açık olup olmadığına dikkat ediniz. Enfarktüs ve korozyon ataklarından kaçının. Kirlenme ciddi olduğunda, konağın verimliliğini etkileyecektir.
5) Temizleme döngüsünün ve temizleme süresinin ayarlanması. Bu çalışma toz toplama performansını ve çalışmasını etkileyen önemli bir faktördür.
6) Temizleme süresi çok uzunsa, filtre torbasının sızıntısına ve hasar görmesine neden olacak olan bağlı toz tabakası kaldırılacaktır. Toz giderme süresi çok kısaysa ve filtre torbasındaki toz henüz alınmamışsa, filtre işlemine devam edilir. Direnç hızla iyileşecek ve kademeli olarak artacak ve bu da sonuçta uygulama etkisini etkileyecektir. Çalışmanın başlangıcında, örneğin anormal sıcaklık, basınç, nem vb. gibi bazı beklenmedik durumlar yeni tesisatın zarar görmesine neden olur.
Ekipmanın test çalışması, normal işletime alınıp alınamayacağını doğrudan etkiler. Düzgün kullanılmazsa, torba filtre etkinliğini hızla kaybedebilir. Bu nedenle, ekipmanın test çalışmasında iyi bir iş çıkarmak için dikkatli ve dikkatli olmak gerekir.
1. Kontrol valflerinin, darbe valflerinin ve zamanlayıcıların vb. çalışma durumunu sık sık kontrol edin.
Darbe valfi kauçuk diyaframının arızası, temizleme etkisini doğrudan etkileyen yaygın bir olgudur. Bu ekipman harici filtre tipine aittir ve çanta bir iskelet ile donatılmıştır. Filtre torbasını sabitleyen parçaların gevşek olup olmadığını, filtre torbasının gerginliğinin uygun olup olmadığını ve filtre torbasının aşınmasını önlemek için destek çerçevesinin pürüzsüz olup olmadığını kontrol etmek gerekir. Toz giderme için basınçlı hava kullanılır, bu nedenle yağ sisi ve su damlacıklarının giderilmesi ve yağ-su ayırıcısının sık sık temizlenmesi gerekir.
2. Yoğuşmayı önleyin
Kullanım sırasında, özellikle torba filtreyi negatif basınç altında kullanırken gazın torba haznesindeki çiy noktasının altına düşmesini önlemek gerekir. Kabuk genellikle hava sızdırdığı için, torba odasındaki hava sıcaklığı çiy noktasından daha düşüktür ve filtre torbası nemli olacak ve filtre torbasına toz yapışmasına neden olarak kumaş deliklerini tıkayarak temizleme hatasına neden olacaktır ve toz toplayıcıda basınç düşüşüne neden olur Çok büyükse, çalışmaya devam edemez ve bazıları macun torbaları oluşturur ve tozu kaldıramaz.
Yoğuşmayı önlemek için, toz toplayıcıdaki ve sistemindeki gazın sıcaklığı, çiy noktasından 25~35 ℃ daha yüksek olmalıdır (fırın-öğütme entegre makinesinin çiy noktası sıcaklığı 58 ℃ ve çalışma sıcaklığı olmalıdır). Filtre torbasının iyi kullanım etkisini sağlamak için 90 ℃ üzerinde olun.

Bilyalı değirmenin bakım önlemleri
Bilyalı değirmenin bakımı operatör için bir zorunluluktur. Makul bakım önlemlerinin formülasyonu, bilyalı değirmenin hizmet ömrünü uzatmak, üretim kapasitesini artırmak ve arıza oranını azaltmak için anahtar yöntemdir ve aynı zamanda doğrudan bir yöntemdir.
- Ekipmanı temiz tutun
Bilyalı değirmen için temizlik işi şarttır. Sadece makinenin içindeki ve dışındaki tüm kirleri temizleyerek ekipmanın normal çalışması sağlanabilir. Çok fazla kirlilik varsa, yalnızca ekipmanı başlatmak zor olmayacak, aynı zamanda öğütme ve zayıf çıktı olgusu da ortaya çıkacaktır. Anahtar, ekipmana belirli bir dereceye kadar zarar vermektir. Bilyalı değirmenin taban gibi düzenli olarak temizlenmesi önerilir. Tabanda çok fazla kirlilik olduğunda paslanması kolaydır. Bu nedenle önce kirler temizlenmeli ve taban temizlenmelidir.
- makul yağlama
Bilyalı değirmen ilk kez kullanıldıktan ve bir ay boyunca sürekli çalıştırıldıktan sonra, yağlama yağı bir kez değiştirilmelidir (doğru yağlama yağını seçin). Değiştirirken, tüm yağlama yağı çıkarılmalı ve bilyalı değirmen temizlenmeli ve ardından yeni yağlama yağı ile değiştirilmelidir. Bilyalı değirmenin sonraki kullanımında, yağlama yağı her altı ayda bir değiştirilmelidir. Çok fazla yağ sıkıntısı olduğu tespit edildiğinde, nedeni zamanında analiz edilmelidir. Aynı zamanda her bir yağlama noktasının yağlanması güçlendirilmelidir. Alıştırma döneminde özel gereksinimler dışında her hafta yağlama noktasına gres eklenmesi tavsiye edilir.
- Periyodik muayene
Bilyalı değirmenin tüm parçalarını düzenli olarak kontrol edin ve onarın, böylece sadece makinedeki anormallikler ve problemler zamanında bulunamaz, aynı zamanda arızaların oluşmasını da önleyebilirsiniz. Aynı zamanda, bilyalı değirmen bakımı yapılacaktır. Örneğin, bağlantı yüzeyinde yağ sızıntısı olup olmadığını, su sızıntısı olup olmadığını ve sızıntı olgusu olup olmadığını kontrol edin ve bağlantı elemanının kullanım durumunu belirleyin. Özellikle bazı hassas parçalar için, parçaların hizmet ömrünü uzatmak ve bilyalı değirmenin hizmet ömrünü artırmak için muayene sıklığı ve zamanında bakım ve onarım güçlendirilmelidir.

Bilyalı değirmen çıktısını etkileyen faktörler
Bilyalı değirmen, yaygın olarak kullanılan bir öğütme ekipmanıdır ve çıktı, bilyalı değirmenin kalitesini ölçmek için önemli bir göstergedir. Peki bilyalı değirmenin çıktısını etkileyen faktörler nelerdir?

1. Değirmenin hacmi. Normal şartlar altında, değirmenin hacmi ne kadar büyük olursa, işleme kapasitesi de o kadar büyük olur.
2. Malzemenin su içeriği nedir? Malzemenin su içeriği çok yüksekse, beslemenin homojenliğini etkiler ve besleme süresini çok uzatır. İkincisi, ıslak malzeme çok fazla beslenirse "yapışkan öğütme" olgusuna neden olabilir. Bu nedenle, genellikle yemin nemi gereklidir.
3. Taşlama gövdesinin yükleme kapasitesi. Değirmen bir süre çalıştıktan sonra, çıktı giderek düşecektir. Bunun nedeni, öğütme gövdesinin silindirdeki darbesi ve taşlanması ile öğütme gövdesi aşınacağı için öğütme gövdesinin zamanında yeniden doldurulması gerekir. Ama ne kadar fazla aşındırıcı olursa o kadar iyi değil. Çelik bilyeler çok fazla birikirse, çelik bilyelerin malzeme üzerindeki etkisi yavaşlayacak ve tam tersine öğütme verimi düşecektir.
4. Öğütme süresi. Öğütme süresinin çok kısa olması malzemenin yetersiz öğütülmesine neden olacaktır. Ayrıca değirmenin sık sık çalıştırılması ekipmanın hizmet ömrünü kısaltacaktır. Öğütme süresi çok uzunsa, silindirdeki sıcaklık artacak ve bu da öğütme verimliliğini etkileyecektir.
5. Bilyalı değirmen "tam öğütme"dir. Bilyalı değirmen bir süre çalıştıktan sonra, bilyalı değirmenin aşırı beslemesi veya malzemenin tane boyutunun artması veya değirmene giren malzemenin aşırı nemi nedeniyle, ızgaranın ızgara boşluğu, plaka bloke edilecek, bu da değirmendeki malzemenin zamanında değirmen dışına boşaltılamamasına ve "doymuş öğütme" "olgu bilyalı değirmenlerin çıktısını etkiler. Bu durumda, ayarlanması gerekir. malzemeleri, ızgara dikişlerini temizleyin ve değirmendeki havalandırmayı artırın.
6. Öğütme yardımcısı oranının eklenmesi. Taşlama yardımcıları malzemelerin öğütülmesini teşvik edebilir, ancak öğütme yardımcılarının çoğu, güçlü yüzey aktivitesine sahip maddelerdir ve tüm malzemeler için uygun değildir, bu nedenle eklenen öğütme yardımcılarının miktarı belirli bir oranı karşılamalıdır.
Bilyalı değirmenin çıktısının üretim sürecinde giderek daha düşük olduğu tespit edildiğinde, sorunu bulmak ve mümkün olan en kısa sürede üretime devam etmek için sırayla araştırılmalıdır.

Kalsiyum karbonat neden yüzey modifiye edilmelidir?
Yüzey modifikasyonu, kalsiyum karbonatın uygulama performansını iyileştirmek, uygulanabilirliği geliştirmek, pazarı ve tüketimi genişletmek için gerekli olan önemli bir araçtır. Gelecekte, işlevselleştirme ve uzmanlaşma, kalsiyum karbonat gelişiminin ana eğilimi haline gelecek ve çeşitli yüzey modifikasyonu özel kalsiyum karbonat için pazar talebi Miktar daha da büyüyecek.
Kalsiyum karbonat neden yüzey modifikasyonundan geçmelidir?
- Kalsiyum karbonatın dağılabilirliğini iyileştirin
Ultra incelik, kalsiyum karbonatın kalitesini iyileştirmenin önemli bir yoludur, ancak kalsiyum karbonatın partikül boyutu ne kadar küçükse, yüzey enerjisi o kadar yüksek, adsorpsiyon o kadar güçlü ve aglomerasyon fenomeni o kadar ciddidir.
Yüzey modifikasyonu yoluyla, değiştirici, yüzeyin şarj özelliklerine sahip olması için kalsiyum karbonat yüzeyinde adsorbe etmek üzere yönlendirilebilir. Aynı türden yükün itilmesi nedeniyle, kalsiyum karbonatın aglomerasyonu kolay değildir, bu nedenle matris içinde iyi bir dağılım elde edilir.
- Kalsiyum karbonatın uyumluluğunu iyileştirin
Yüzey modifikasyonu yoluyla, kalsiyum karbonat ve organizmalar arasındaki arayüz uyumluluğu ve afinitesi artırılabilir, böylece kauçuk veya plastik kompozit malzemelerle ürün performansını iyileştirir.
- Kalsiyum karbonatın yağ emme değerini azaltın
Yüzey modifikasyonu, tozun yağ emme değerini düşürmenin önemli bir yoludur. Kalsiyum karbonatın yüzey modifikasyonundan sonra, kümelenmiş parçacıklar azalır, dağılma derecesi iyileşir ve parçacıklar arasındaki boşluk azalır. Aynı zamanda, modifiye edilmiş moleküller tarafından kalsiyum karbonat yüzeyinin kaplanması, partiküllerdeki boşlukları azaltır ve bu kaplama aynı zamanda kalsiyum karbonatı da değiştirir. Yüzey özellikleri yüzey polaritesini zayıflatır, partiküller arasındaki sürtünme küçülür ve kayganlık daha iyi olur, bu nedenle salmastra daha sıkı hale gelir, salmastra yoğunluğu artar ve yağ emme değeri azalır.
- Kalsiyum karbonatın üst düzey uygulama pazarını genişletin
Yüzey modifikasyonu olmayan kalsiyum karbonatın uyumluluğu zayıftır, aglomerasyonu kolaydır ve uygulama etkileri zayıftır ve bu eksiklikler dozaj arttıkça daha belirgin hale gelir.
Yüzey modifikasyonu yoluyla, kalsiyum karbonat iyi bir arayüz afinitesine ve azaltılmış yağ emilimine sahiptir. Ürün kalitesini artırmak ve uygulama şirketlerinin üretim Maliyetini daha da azaltmak için plastikler, kaplamalar, kauçuk, kağıt yapımı, sızdırmazlık malzemeleri ve nefes alabilen membranlar gibi üst düzey alanlara daha iyi uygulanabilir.
- Kalsiyum karbonata daha işlevsel özellikler kazandırın
Yüzey modifikasyonu olmayan kalsiyum karbonat sadece geleneksel dolgu malzemesi olarak kullanılabilir ve uygulama alanı ve dozu belirli kısıtlamalara tabi olacaktır. Yüzey modifikasyonu yoluyla, kalsiyum karbonat çok işlevli bir değiştirici haline gelir.
Yüzeyde silika ile kaplanmış kalsiyum karbonat kısmen beyaz karbon siyahının yerini alabilir ve bazı özelliklerde beyaz karbon siyahının eksikliklerini tamamlayabilir; yüzeyde metalle kaplanmış hafif kalsiyum karbonat, kauçuk ürünlerin belirli özelliklerini iyileştirebilir; Titanyum dioksit ile kaplanmış kalsiyum karbonat kompozit malzeme, bir dereceye kadar titanyum dioksitin yerini alabilir; aside dirençli kalsiyum karbonat hazırlamak için fosfat, alüminat, silikat veya baryum tuzu ile işlenebilir.
- Kalsiyum karbonat ürünlerinin katma değerini artırın
Şu anda ülkemdeki sıradan kalsiyum karbonatın kapasitesi fazla ve düşük fiyatlı ürünler için rekabet şiddetli. Kalsiyum karbonatın yüzey modifikasyonundan sonra kullanım etkisi önemli ölçüde iyileşir, kullanıcı deneyimi iyidir ve ürün fiyatı doğal olarak artar.

Hava sınıflandırıcının çalışma noktaları
Ultra ince sınıflandırma ekipmanında ana ürün hava akışı sınıflandırıcıdır. Hava akışı sınıflandırıcısının temel işleyişini anlamak gerekir.
1. Ekipmanı çalıştırmadan önce bağlantı parçalarını, contaları ve kabloları vb. kontrol edin ve ancak tüm kontroller doğru olduktan sonra çalıştırmaya başlayın.
2. Açılış işlemi, açılış sırasına göre yapılmalıdır. Kapatmadan 3 dakika önce beslemeyi durdurun ve ardından tekrar kapatın, sıra başlama sırasının tersidir.
3. Ana motorun nominal yükün altında kalmasını sağlamak için besleme hacmi ana motorun yüküne göre belirlenmelidir.
4. Ayrılan parçacıkların inceliği, sınıflandırma gereksinimlerini karşılayacak şekilde ayarlanabilir.
5. Isıya duyarlı malzemeleri ayırmak için ise ana motorun gücü anma gücünden biraz daha düşük olmalıdır.
6. Taşıma boru hattındaki hava hacminin boyutu, fanın hava kapısı ayarlanarak gerçekleştirilebilir.
7. Kayışın kaymasını önlemek için kayışın gerginliği kontrol edilmelidir.

Jet değirmenin doğru kullanımı
Jet değirmenin uygulama alanı çok geniştir ve makineyi çalıştırmadan önce hazırlık çalışmaları ve çalıştırma süreci, bakım çalışmaları vb. dahil olmak üzere bazı hususlara dikkat edilmesi gerekir.
1. Başlamadan önce hazırlık
Ana bilgisayarın, bağlantı makinesinin, boruların ve valflerin iyi durumda olup olmadığını ve normal şekilde çalışıp çalışmadığını kontrol edin.
2. Aç
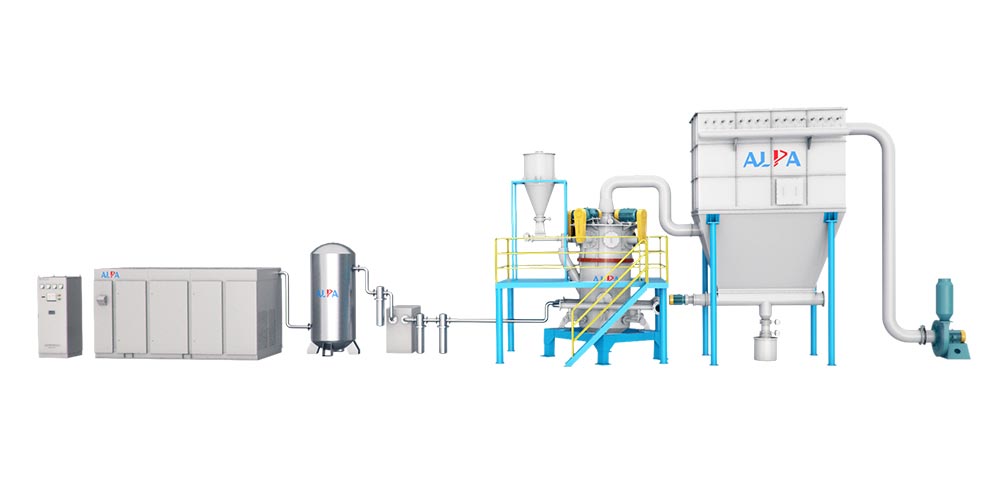
(1) Kompresör güç kaynağını, toz toplayıcı basınç valfini ve ana hava valfini açın, hava akımı öğütücünün güç anahtarını açın ve güç anahtarını açın.
(2) Sıfırdan başlayın ve kademeli olarak belirtilen hıza ayarlayın.
(3) Fanın, siklon ayırıcının, toz toplayıcının ve şarj motorunun gücünü açın, toplam güç kutusu numarasını açın, inverterin frekansını ayarlayın ve ardından şarj etmeye başlayın.
(4) Bitmiş ürünün parçacık boyutu, derecelendirme çarkının sıklığına ve yükleme kapasitesine göre ayarlanabilir.
3. Durdurma sırası: frekans dönüştürücü-besleyici-ana hava valfi-kompresör derecelendirme çarkı motor-siklon malzemesi, toz giderme anahtarı-fan-genel güç kaynağı-hava kompresörü.
4. Bakım
(1) Motor düzenli olarak yağlanmalıdır, ancak aşırı yatak sıcaklığından kaçınmak için yağlama yağı aşırı olmamalıdır.
(2) Çark, vidalı konveyör ve öğütme memesinin aşınmasını kontrol etmek önemlidir.
(3) Malzeme öğütüldükten sonra, tıkanmayı önlemek için makinedeki kauçuk tozu temizlenmeli, böylece öğütme etkisi etkilenmelidir.
(4) Bir süre kullanıldıktan sonra filtre torbası temizlenmeli veya değiştirilmelidir.
5. Dikkat gerektiren hususlar
(1) Boşaltma ekipmanı çalışırken, kazaları önlemek için boşaltma çıkışına ulaşılamaz.
(2) Çarkın hızı, düzenlemeyi aşmamalıdır, aksi takdirde sıcaklık çok yükselir ve çark ve motor hasar görür.
(3) Güvenliği sağlamak için emniyet valfi düzenli olarak kontrol edilmelidir.

Süper ince öğütücü kullanırken dikkat edilmesi gereken detaylar
Ultra ince öğütücü, benzersiz bir tasarım şemasını benimser. İyileştirmeden sonra, bıçak artık kullanılmaz ve kesici kafa ve astar, gövdenin tasarım yapısına göre özel olarak kurulur. Öğütme verimliliğini ve etkisini arttırmak için, ultra ince öğütücü, öğütme silindirindeki malzemeyi ortamın sıkma, yoğurma ve yırtılmasına maruz bırakmak için yüksek hızlı darbe kuvveti ve kesme kuvveti kullanır, bu da öğütme süresini büyük ölçüde kısaltır. ve öğütme verimliliğini artırır; Aynı zamanda, malzeme akışkanlaştırıldığı ve her parçacık aynı stres durumuna sahip olduğu için, kendi kendine viskoz etkisi, bitmiş ürünü düzgün bir şekilde dağılmış ve kesin bir kompozit parçacık grubu oluşturabilir, yoğunluğu artırabilir ve biyoyararlanımı artırabilir ve mikro taşlama etkisi Ve teknoloji.
Ultra mikro öğütücü çalışırken öğütülecek malzeme makine kasasının yan tarafında bulunan besleme hunisinden makineye beslenir. Dikey eksen etrafında dönmesi için ana makinenin erik çerçevesine asılan öğütme silindiri cihazına dayanır. Aynı zamanda kendi kendine dönüyor. Merkezkaç kuvveti, öğütme silindirinin dışa doğru sallanmasına ve öğütme halkasına sıkıca bastırmasına neden olur, böylece kürek bıçağı, öğütme silindiri ile öğütme halkası arasında gönderilecek malzemeyi alır ve öğütme silindiri, malzemeyi öğütme amacına ulaşır. öğütme silindirinin yuvarlanması ve yuvarlanması nedeniyle.
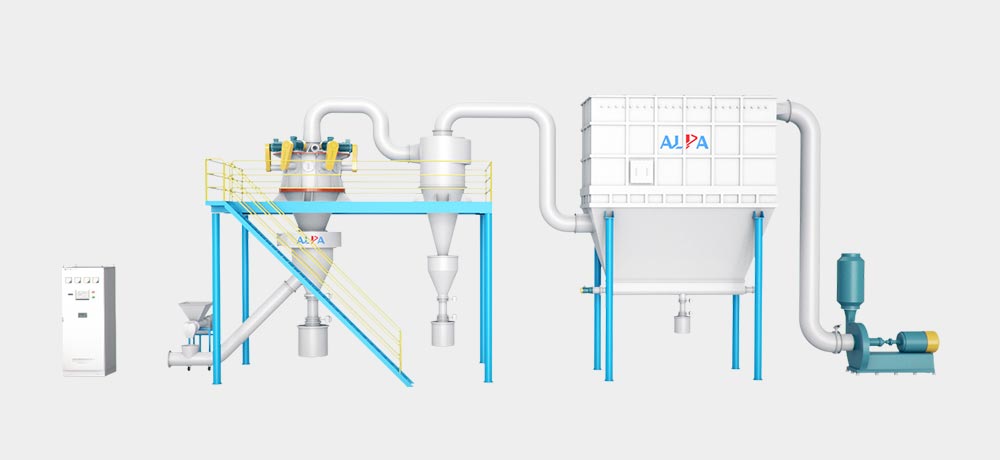
Rüzgar ayırma işlemi: Malzeme öğütüldükten sonra, fan, öğütme odasının üzerine yerleştirilmiş sınıflandırma cihazı tarafından sıralanan tozu havaya uçurmak için rüzgarı ana çerçeveye üfler. Spesifikasyonları karşılayan ürünler rüzgar akımı ile siklon kollektöre girer ve toplandıktan sonra nihai ürün olan toz çıkışından boşaltılır. Rüzgar, büyük siklon toplayıcının üst ucundaki dönüş kanalından fana geri akar. Rüzgar yolu daireseldir ve negatif basınç altında akar. Dolaşan hava yolunun artan hava hacmi, fan ve ana motor arasındaki egzoz borusundan boşaltılır ve küçük siklon koleksiyonuna girer. Arıtma tedavisi için buzdolabı.
Ultra mikro taşlama makinesi üç bölümden oluşur: ana makine, yardımcı makine ve elektrik kontrol kutusu. Sırma tipi, eleksiz, filesiz, homojen partikül boyutu gibi çeşitli özelliklere sahiptir. Üretim süreci süreklidir. Ultra ince öğütücü uluslararası ileri seviyeye ulaşmıştır ve ilaç, kimya ve gıda endüstrilerindeki malzemelerin toz haline getirilmesinde yaygın olarak kullanılmaktadır. Ultra mikro taşlama makinesi, bir taban, bir motor, bir kırma odası, bir kapak ve bir besleme hunisinden oluşan yatay bir devirme yapısıdır. Besleme hunisi ve kapağı, öğütme haznesindeki malzemenin temizlenmesi ve onarılması için uygun olan belirli bir açıyla eğilebilir. Sert ve öğütülmesi zor malzemelerin işlenmesi için, önceki mikro öğütme işlemi için destekleyici bir ekipman olarak da kullanılabilir. Malzemenin viskozitesi, sertliği, yumuşaklığı ve lifi ile sınırlı değildir ve herhangi bir malzeme üzerinde iyi bir öğütme etkisine sahip olabilir. .
Ultra mikro taşlama makinesi için önlemler:
1. Genel tıbbi malzemelerin ultra mikro öğütücü tarafından taranması gerekmez, ancak hassas parçacık boyutu gerektiren inciler ve sarkıtlar için lütfen ekranı geçin.
2. Öğütülmüş malzeme kurutulmalıdır, özellikle viskoz malzemenin kurutulması gerekir, böylece ultra ince öğütücü daha iyi bir kırma etkisine sahip olur. Hacim çok büyük olmamalı, küçük bir parmak tırnağı büyüklüğünde olmalıdır.
3. Öğütme tankını temizlemeyin.
4. Hassas taşlama makinesini kullandıktan sonra, anahtara dokunmaktan kaynaklanan herhangi bir tehlikeyi önlemek için lütfen elektrik fişini çekin.
5. Hız düştüğünde, lütfen ince öğütücünün toplu kumaş borusunun iyi havalandırılıp havalandırılmadığını veya toplama silindirinde çok fazla malzeme olup olmadığını kontrol edin. Güç anahtarını kapatın).