
Süper ince öğütücünün teknik özellikleri ve günlük bakım için ipuçları
Süper ince öğütücüler artık çeşitli endüstrilerde yaygın olarak kullanılmaktadır. Ardından, çok ince öğütücülerin teknik özelliklerini ve çok ince öğütücülerin günlük bakım ipuçlarını öğreneceğiz.
[Ultra ince öğütücünün mevcut uygulanan teknolojisinin özellikleri nelerdir]
1. Küçük ve güzel, hafif ve keyfi olarak hareket ettirilebilir; özellikle araştırma enstitüleri, laboratuvar numune analizi vb. için uygun basit çalışma, titreşim, düşük gürültü, güç tasarrufu ve güvenlik vb. özelliklerine sahiptir.
2. Ultra yüksek hızlı motor tasarımı, yüksek kırma inceliğine sahip tıbbi malzemeler için titreşimli ultra ince öğütme makinesi (çoğu tıbbi malzeme 50-300 ağ inceliği ile ezilir); geniş öğütme aralığı: Panax notoginseng, Sanqi, buhur, mür, eşek postu jelatin, dodder, Hipokampus, astragalus vb. iyi öğütebilir.
3. Hız hızlıdır ve titreşimli ultra ince öğütme makinesinin öğütme süresi genellikle 3 dakikadan fazla değildir.
4. Temiz ve hijyeniktir, çalışırken toz çıkarmaz. Titreşimli ultra ince öğütücünün öğütme oluğu ve bıçağı, birçok Çin ilacının demir içermeyen gereksinimlerini karşılayan paslanmaz çelikten yapılmıştır.
5. Temelde malzeme kaybı yoktur ve makinenin temizlenmesi kolaydır; farklı ilaçları öğütmek asla renk ve kokuyu geçmez.
6. İşlem basittir ve personelin özel eğitime ihtiyacı yoktur.
7. Yapı dayanıklı ve ekonomiktir. Bıçak, jilet ile aynı kalitede özel çelikten imal edilmiştir ve 100-200 kg'lık parçaları kırmak için bıçağı değiştirmeye gerek yoktur.
[Süper ince öğütücünün günlük bakımı için ipuçları]
1. Yatak yağı sıcaklığı yükseldiğinde, arızanın nedenini kontrol etmek ve ortadan kaldırmak için derhal durmalısınız.
2. Aşınması kolay olan parçaların aşınma derecesine dikkat edin, aşınan parçaları her an değiştirmeye özen gösterin ve hazırlanın.
3. Hareketli cihazın yerleştirildiği alt çerçevenin yüzeyi için, makine ezilemeyen malzemelerle karşılaştığında hareketli yatağın alt çerçeve üzerinde hareket edememesi olgusunu önlemek için toz ve diğer kalıntıları çıkarmak gerekir. kazalara yol açabilir.
4. Makinenin tüm yükünü taşıyan yatak, yataktır, bu nedenle iyi yağlama, yatağın hizmet ömrü ile büyük bir ilişkiye sahiptir. Makinenin hizmet ömrünü ve çalışma hızını doğrudan etkileyebilir. Bu nedenle enjekte edilen yağlama yağının temizliği standardı karşılamalı ve sızdırmazlığı iyi olmalıdır.
5. Takılan tekerlek lastikleri gevşemeye eğilimlidir ve sık sık kontrol edilmelidir.
6. Makinenin her bir parçasının çalışma koşullarının normal olup olmadığına dikkat ediniz.
7. Dönen dişli çalışıyorsa, darbe sesi geliyorsa muayene için zamanında durdurulmalı ve arıza giderilmelidir.

Hava sınıflandırıcının fonksiyonel özellikleri ve ortak sorunları
Hava akışı sınıflandırıcı, ürün işleme alanında yaygın olarak kullanılan profesyonel bir gaz sınıflandırma ekipmanıdır. Peki havalı sınıflandırıcının performans özellikleri nelerdir? Hava sınıflandırıcılarında sıklıkla hangi problemler ortaya çıkar?
[Hava sınıflandırıcının performans özellikleri nelerdir]
Hava akımı sınıflandırıcı, ürün işleme alanında yaygın olarak kullanılan bir ekipmandır. Sadece bir sınıflandırıcı ile daha hassas hammaddeler işlenebilir. Şirketler ancak bu son derece yüksek hassasiyetli hammaddelerle daha kaliteli ürünler üretebilir.
İşletmelerde yaygın olarak kullanılan hava sınıflandırıcılar genel olarak aşağıdaki performans özelliklerine sahiptir:
1. Kuru işlem mikron ürünlerinin ince sınıflandırılması için uygundur. Küresel, pul ve iğne şeklindeki parçacıkları sınıflandırabilir ve ayrıca farklı yoğunluktaki parçacıkları da sınıflandırabilir.
2. Dereceli ürünlerin parçacık boyutu D97: 8~150 mikrona ulaşabilir, ürün boyutu kademesiz olarak ayarlanabilir ve çeşitliliği değiştirmek son derece uygundur.
3. Sınıflandırma verimliliği (çıkarma oranı) %60~90'dır ve iyi akışkanlığa sahip malzemelerin sınıflandırma verimliliği yüksektir, aksi takdirde verim düşer.
4. Düşük hız, aşınma direnci ve düşük sistem güç konfigürasyonu ile dikey veya yatay derecelendirme türbin cihazı benimsenmiştir.
5. Aynı anda birden fazla parçacık boyutuna sahip ürünler üretmek için birden fazla hava sınıflandırıcı seri olarak kullanılabilir.
6. Kapalı bir döngü oluşturmak için bilyalı değirmen, titreşimli değirmen, Raymond değirmen ve diğer öğütme ekipmanları ile seri olarak kullanılabilir.
7. Büyük çıktı, düşük enerji tüketimi ve yüksek sınıflandırma verimliliği.
8. Parçacık boyutu konsantredir. Makine, sınıflandırma için orijinal bir çark kullanır. Kararlı sınıflandırma teknolojisi ve özel sızdırmazlık önlemleri, kaba parçacıkların sızmasını etkili bir şekilde önler, böylece üründe büyük parçacıklar olmaz ve parçacık boyutu konsantre edilir ve sınıflandırma doğruluğu yüksektir.
[Hava sınıflandırıcılarının ortak sorunları nelerdir]
Ürün hammaddelerinin işleme doğruluğu ve sınıflandırma doğruluğu, her zaman işleme endüstrisinin odak noktası olmuştur, çünkü bazı endüstrilerde ürün hammaddeleri, bir ürünün ilgili kalitesini büyük ölçüde etkileyecektir. Hava akışı sınıflandırıcı, bir tür hava akışı sınıflandırma ekipmanıdır. Sınıflandırıcı, siklon ayırıcı, toz toplayıcı, indüklenmiş hava akımı fanı vb. eksiksiz bir hava akışı sınıflandırma ekipmanı seti oluşturur.
1. Hava sınıflandırıcının indüklenen taslak fanının rüzgar gücü ile ne ilgisi var?
Sınıflandırıcının indüklenen taslak fanının rüzgar gücü, işletmenin gerçek üretim hedefi ile ilgilidir. Rüzgar enerjisi, ilgili ürünlerin partikül boyutu incelenerek seçilir.
2. Hava derecelendirme ekipmanında nasıl hata ayıklanır?
Derecelendirme makinesinin ayarlanması genellikle ekipman yapısına ve derecelendirme dilimlerinin aralığına vb. bağlıdır ve gerçek üretim durumuna göre uygun bir üretim ortamına ayarlanmalıdır.
3. Hava sınıflandırıcının ana uygulamaları nelerdir?
Sınıflandırıcı esas olarak mikron düzeyindeki ürünlerin hassas sınıflandırmasında kullanılır. Sınıflandırılmış ürünler daha iyi sınıflandırılabilir, bu da işletmelerin ürün üretimi için güvenilir garanti sağlar.

Bilyalı Değirmenin Öğütme Verimliliğini Artırmak İçin Çeşitli Yöntemler
Bilyalı değirmenin düşük öğütme verimliliği, düşük işleme kapasitesi, yüksek üretim enerji tüketimi ve kararsız ürün inceliği, çoğu yoğunlaştırıcının karşılaşacağı problemlerdir. Bilyalı değirmenin öğütme verimliliğinin etkin bir şekilde nasıl iyileştirileceği önemli bir konudur.
- Ham cevherin öğütülebilirliğini değiştirin
Orijinal cevherin sertliği, tokluğu, ayrışması ve yapısal kusurları öğütme zorluğunu belirler. Sertlik küçükse, cevherin öğütülmesi kolaydır, değirmen astarının ve çelik bilyenin aşınması azdır ve enerji tüketimi azdır; yoksa durum tam tersi. Orijinal cevherin doğası, fabrikanın verimliliğini doğrudan etkiler.
Üretimde, cevherin öğütülmesi zor ise veya ince öğütülmesi gerekiyorsa, ekonomik ve yerinde koşullar izin veriyorsa, cevherin öğütülebilirliğini değiştirmek için yeni bir arıtma işlemi kullanılabilir:
Bir yöntem, öğütme etkisini iyileştirmek ve öğütme verimliliğini artırmak için öğütme işlemine bazı kimyasallar eklemektir.
Diğer bir yöntem ise cevherdeki minerallerin ısıtılması, tüm cevherin mekanik özelliklerinin değiştirilmesi, sertliğin azaltılması gibi cevherin öğütülebilirliğini değiştirmektir.
- Öğütücü parçacık boyutunu azaltmak için daha fazla kırma ve daha az öğütme
Öğütme partikül boyutu büyükse, değirmenin cevher üzerinde daha fazla çalışması gerekir. Gerekli öğütme inceliğine ulaşmak için bilyalı değirmenin iş yükü artacaktır, dolayısıyla enerji tüketimi ve güç tüketimi de artacaktır.
Öğütme beslemesinin boyutunu küçültmek için, toz haline getirilmiş ürünün parçacık boyutunun küçük olması, yani "daha fazla toz haline getirme ve daha az öğütme" olması gerekmektedir. Ayrıca, öğütme verimliliği, öğütme verimliliğinden önemli ölçüde daha yüksektir ve öğütme enerjisi tüketimi, öğütme enerjisi tüketiminin yaklaşık %12-25'i gibi nispeten düşüktür.
- Makul dolum oranı
Bilyalı değirmenin hızı sabitlendiğinde ve doldurma hızı büyük olduğunda, çelik bilye malzemeye birçok kez çarpacaktır, öğütme alanı geniştir, öğütme etkisi güçlüdür, ancak güç tüketimi de büyüktür. Doldurma hızı yüksektir, bu da çelik bilyenin hareket durumunu değiştirmek ve büyük parçacık malzemesi üzerindeki etki etkisini azaltmak kolaydır. Aksine, doldurma hızı çok küçüktür ve öğütme etkisi zayıftır.
Şu anda, birçok maden doldurma oranını %45~%50 olarak ayarlamaktadır, bu kesinlikle makul değildir, çünkü her bir zenginleştirme tesisinin gerçek koşulları farklıdır. Başkalarının bilye yükü verilerinin kopyalanması ideal taşlama etkisini elde edemez. Duruma göre belirlenmelidir. .
- Makul top boyutu ve oranı
Bilyalı değirmendeki çelik bilye ile cevher arasındaki nokta teması nedeniyle, bilyenin çapı çok büyükse, kırma kuvveti de büyüktür, bu da cevherin yerine penetrasyon kuvveti yönü boyunca kırılmasına neden olur. arayüz. Kırma seçici değildir ve öğütme amacını karşılayamaz.
Ek olarak, aynı çelik bilye dolum hızı durumunda, çelik bilye çapı çok büyüktür, bu da çok az çelik bilye ile sonuçlanır, ezilme olasılığı düşüktür, aşırı ezilme olgusu ağırlaşır ve ürün parçacık boyutu artar. düzensiz. Top çok küçük olduğu için cevher üzerindeki kırma kuvveti küçüktür ve öğütme verimi düşüktür. Bu nedenle, doğru bilye boyutu ve oranı, öğütme verimliliği üzerinde önemli bir etkiye sahiptir.

Gıda İşlemede Süper İnce Öğütme Teknolojisinin Uygulanması
Ultra ince öğütme teknolojisi, son 20 yılda geliştirilen yeni bir teknolojidir. Sözde ultra ince öğütme, katıların öğütülmesi için dahili kohezif kuvvetinin üstesinden gelmek için mekanik veya hidrodinamik yöntemlerin kullanılmasına atıfta bulunur, böylece 3 mm'den 10-25 mikrona kadar malzeme parçacıkları öğütülür. Yüksek teknolojinin gelişmesiyle üretilen yüksek teknolojili bir malzeme işleme. Ultra ince toz, ultra ince öğütmenin son ürünüdür. İyi çözünürlük, dağılabilirlik, adsorpsiyon ve kimyasal reaksiyon aktivitesi gibi sıradan parçacıkların sahip olmadığı özel fiziksel ve kimyasal özelliklere sahiptir. Bu nedenle, ultra ince tozlar gıda, kimyasallar, tıp, kozmetik, böcek ilaçları, boyalar, kaplamalar, elektronik ve havacılık gibi birçok alanda yaygın olarak kullanılmaktadır.
1. Teknik Özellikler
Hızlı hız ve düşük sıcaklıkta öğütme: Ultra ince öğütme teknolojisi, süpersonik jet öğütme, soğuk bulamaç öğütme ve önceki saf mekanik öğütme yöntemlerinden tamamen farklı olan diğer yöntemleri kullanır. Öğütme işlemi sırasında yerel aşırı ısınma olmayacak ve düşük sıcaklıkta bile öğütülebilecek. Hız hızlıdır ve anında tamamlanabilir, bu nedenle tozun biyolojik olarak aktif bileşenleri, gerekli yüksek kaliteli ürünlerin üretimini kolaylaştırmak için en büyük ölçüde korunur.
İnce parçacık boyutu ve düzgün dağılım: Süpersonik hava akımı öğütme kullanımı nedeniyle, hammaddelere etki eden kuvvetlerin dağılımı oldukça eşittir. Sınıflandırma sisteminin ayarı, yalnızca büyük parçacıkları kesin olarak kısıtlamakla kalmaz, aynı zamanda aşırı öğütmeyi de önler ve düzgün parçacık boyutu dağılımına sahip ultra ince toz elde eder. Aynı zamanda, tozun spesifik yüzey alanı büyük ölçüde artar, böylece adsorpsiyon ve çözünürlük buna göre artar.
Hammaddelerden tasarruf edin ve kullanımı iyileştirin: Nesne ultra ince öğütüldükten sonra, nanometreye yakın parçacık boyutuna sahip ultra ince toz genellikle müstahzarların üretiminde doğrudan kullanılabilirken, geleneksel öğütme ürünleri hala bazı ara bağlantılara ihtiyaç duyar. Direkt kullanım ve üretim şartlarını karşılaması, hammadde israfına neden olması muhtemeldir. Bu nedenle, bu teknoloji özellikle değerli ve nadir hammaddelerin öğütülmesi için uygundur.
Kirliliği azaltın: Ultra ince öğütme, yalnızca çevredeki ortamın mikro tozla kirlenmesini önlemekle kalmayıp aynı zamanda havadaki tozun ürünü kirletmesini de önleyen kapalı bir sistemde gerçekleştirilir. Bu nedenle gıda ve tıbbi sağlık ürünlerinde bu teknoloji kullanılarak mikrobiyal içerik ve toz etkin bir şekilde kontrol edilebilir.
2. Taşlama yöntemi
Öğütücü orta öğütme: Öğütücü orta öğütme, hareketli öğütme ortamının (öğütme ortamı) oluşturduğu darbe ve darbesiz bükme, sıkma ve kesme kuvvetleri vasıtasıyla malzeme parçacıklarının öğütülmesi işlemidir. Öğütme ortamı toz haline getirme işlemi esas olarak öğütme ve sürtünme, yani ekstrüzyon ve kesmedir. Etkisi, malzemenin boyutuna, şekline, oranına, hareket moduna, doldurma hızına ve malzemenin öğütülmesinin mekanik özelliklerine bağlıdır. Üç tip tipik ortam öğütme ekipmanı vardır: bilyalı değirmen, karıştırma değirmeni ve titreşimli değirmen.
Bilyalı değirmen, ultra ince öğütme için kullanılan geleneksel bir ekipmandır ve ürün boyutu 20-40 mikrona ulaşabilir. Ürünün partikül boyutunun 20 mikronun altında olması istendiğinde verim düşük, enerji tüketimi fazla ve işlem süresi uzundur. Karıştırma değirmeni, esas olarak öğütme kabı, karıştırıcı, dağıtıcı, ayırıcı ve besleme pompasından oluşan bilyalı değirmen temelinde geliştirilmiştir. Çalışırken, dağıtıcının yüksek hızlı dönüşü tarafından oluşturulan merkezkaç kuvvetinin etkisi altında, öğütme ortamı ve parçacık bulamacı, parçacıkları öğütmek için darbeli kesme, sürtünme ve sıkma üretir. Karıştırma değirmeni, ürün parçacıklarının ultra mikronizasyonunu ve homojenizasyonunu sağlayabilir ve bitmiş ürünün ortalama parçacık boyutu en az birkaç mikrona ulaşabilir. Titreşimli değirmen, öğütme ortamının yüksek frekanslı titreşimi tarafından üretilen darbeli kesme, sürtünme ve ekstrüzyon etkilerini kullanarak parçacıkları öğütmektir. Bitmiş ürünün ortalama parçacık boyutu 2-3 mikrona veya daha azına ulaşabilir ve toz haline getirme verimliliği bilyalı değirmeninkinden çok daha yüksektir. İşleme kapasitesi, aynı kapasiteye sahip bir bilyalı değirmenin 10 katından fazladır.
Hava akımı ultra ince öğütme: Jet değirmen, ultra ince öğütme için kullanılabilir. Basınçlı hava veya aşırı ısıtılmış buhar ve parçacıkların taşıyıcısı olarak meme tarafından üretilen süpersonik yüksek türbülanslı hava akışını kullanır ve darbe birikimi parçacıklar arasında veya parçacıklar ile sabit plaka arasında oluşur, Sürtünme ve kesme vb. öğütme amacına ulaşmak için. Altı ana tip hava akımı paslanmaz çelik öğütücü vardır: disk tipi, sirkülasyonlu tüp tipi, hedef tipi, çarpışma tipi, döner darbe tipi ve akışkan yatak tipi. Sıradan mekanik ultra ince paslanmaz çelik pulverizatör ile karşılaştırıldığında, hava akımı paslanmaz çelik pulverizatör ürünü çok ince öğütebilir (tozun inceliği 2-40 mikrona ulaşabilir) ve partikül boyutu dağılım aralığı daha dardır, yani partikül boyut daha düzgün. Gaz, sıcaklığı düşürmek için memede genişlediğinden, öğütme işlemi sırasında eşlik eden ısı yoktur, bu nedenle öğütme sıcaklık artışı çok düşüktür. Bu özellik özellikle düşük erime noktalı ve ısıya duyarlı malzemelerin ultra ince öğütülmesi için önemlidir. Bununla birlikte, hava jetli öğütmenin enerji tüketimi büyüktür ve enerji kullanım oranı, diğer öğütme yöntemlerinden birkaç kat daha yüksek olan sadece yaklaşık %2'dir.
Genel olarak, ürünün parçacık boyutunun besleme hızıyla doğru orantılı olduğuna, yani besleme hızı ne kadar büyükse, ürün parçacık boyutu da o kadar büyük olduğuna inanıldığına dikkat çekmek gerekir. Bu anlayış kapsamlı değildir. Bu ifade, paslanmaz çelik pulverizatördeki besleme hızı veya partikül konsantrasyonu belirli bir değere ulaştığında mantıklıdır. Besleme hızı arttığı için paslanmaz çelik öğütücüdeki partikül konsantrasyonu da artar ve partikül kalabalıklaşması meydana gelir. Parçacıklar bile bir piston gibi akar. Yalnızca "pistonun" önündeki parçacıklar etkili çarpışma olasılığına sahiptir. Parçacıklar sadece düşük hızda çarpışır ve birbirine sürtünerek ısı üretir. Ancak bu, partikül konsantrasyonu ne kadar küçükse, ürün boyutu o kadar küçük veya öğütme veriminin o kadar yüksek olduğu anlamına gelmez. Aksine, partikül konsantrasyonu belirli bir seviyeye düştüğünde partiküller arasında çarpışma şansı olmayacak ve öğütme verimi düşecektir.

Jet değirmenlerin öğütme verimini etkileyen faktörler nelerdir?
Jet değirmeni, tozların birbirine çarpmasını, çarpışmasını ve öğütülmesini sağlamak için birbirine sürtmesini sağlamak için yüksek hızlı hava akış enerjisi (300~500m/s) veya aşırı ısıtılmış buhar (300~400℃) kullanan bir tür ekipmandır. Nozul, yüksek basınçlı hava veya yüksek basınçlı sıcak hava püskürtür ve ardından yüksek hızlı bir hava akışı oluşturmak için hızla genişler. Memenin yakınındaki büyük hız gradyanı nedeniyle, öğütmenin çoğu memenin yakınında meydana gelir. Öğütme odasındaki partiküller arasındaki çarpışma frekansı, partiküller ve duvar arasındaki çarpışma frekansından çok daha yüksektir, yani jet değirmenin ana işlevi partiküller arasındaki çarpışmadır.
Ürünün nihai parçacık boyutunun jet değirmen tarafından kontrolü esas olarak hammadde parçacık boyutuna, kırma basıncına, besleme basıncına, besleme hızına ve diğer parametrelere bağlıdır. Pnömatik öğütme cihazı ile bu parametreler arasındaki mantıksal ilişki özellikle şöyledir: Hammaddenin parçacık boyutu ne kadar küçükse, öğütme verimliliği o kadar yüksek olur, aksine parçacık boyutu ne kadar büyükse öğütme etkisi o kadar düşük olur. Öğütme basıncı ve besleme basıncı sabit olduğunda, besleme hızının düşürülmesi ürünü daha ince yapar ve besleme hızının arttırılması ürünü daha kalın yapar. Besleme hızı sabit olduğunda, öğütme basıncını arttırın, ürün boyutu daha ince olacak ve öğütme basıncını azaltacak, ürün daha kaba hale gelecektir.
Bu nedenle, farklı pulverizasyon inceliklerini elde etmek için jet değirmenin öğütme işlemindeki parametreler ayarlanarak partikül boyutu kontrolü sağlanır. Pulverizasyondan önce, önce besleme hızı ve basınç arasındaki ilişki belirlenmeli, daha sonra farklı gereksinimleri karşılamak için uygun pulverizasyon parametreleri belirlenmelidir. Ayrıntı gereksinimleri.
Jet değirmenin avantajı, hiçbir kirletici maddeyi öğütmemesidir. Öğütmeden sonra sıkıştırılmış süpersonik hava akış hızı azalır ve hacim artar. Endotermik bir işlemdir ve malzeme üzerinde soğutma etkisi vardır. Özellikle ultra ince öğütme için uygundur. Jet değirmeni, parçacıkların hızını hızlandırmak, birbirleriyle çarpışmak veya öğütme etkisini elde etmek için malzemeleri öğütmek için süpersonik hava akımı kullanır.
Çarpışma hızını artırmak için, ana memenin etrafındaki malzeme parçacıklarını ana akışın merkezi alanına hızlandırmak için ana memenin etrafına eşit olarak dağıtılmış bir dizi alt meme yerleştirilmiştir. Besleme nozulu, ana nozülün merkezinde bulunur ve akışkanlaştırılmış parçacıklar, daha yüksek bir çarpışma hızı elde etmek için doğrudan ana nozülün merkezine emilebilir.
Şu anda endüstride kullanılan jet freze ekipmanı şunları içerir: düz plaka, sirkülasyonlu tüp, hedef tip, konveksiyon tipi, akışkan yatak tipi.
Jet değirmenin öğütme etkisini etkileyen faktörler
Araştırma sonuçları jet değirmenin öğütme etkisinin gaz-katı oranı, besleme partikül boyutu, çalışma sıvısı sıcaklığı ve çalışma sıvısı basıncı gibi faktörlerden etkilendiğini göstermektedir.
- Gaz-katı oranı
Gaz-katı oranı çok küçükse, gaz akış enerjisi yetersiz olacak ve bu da ürünün inceliğini etkileyecektir; tersine, gaz-katı oranı çok büyükse, sadece enerji israfı olmaz, aynı zamanda bazı malzemelerin dispersiyon performansını da bozar.
- Besleme boyutu
Sert malzemeleri öğütürken, besleme malzemelerinin parçacık boyutu gereksinimleri de daha katıdır. Titanyum tozu için, ezilmiş kalsine edilmiş malzeme 100~200 ağda kontrol edilmelidir; yüzey işleme malzemesinin öğütülmesi genellikle 40~70 ağdır, 2~5 ağdan fazla değildir.
- Çalışma sıvısı sıcaklığı
Yüksek sıcaklıklarda, çalışma sıvısındaki gaz akış hızı artar. Örnek olarak havayı alın. Oda sıcaklığında kritik hız 320m/s'dir. Sıcaklık 480℃'ye yükseldiğinde, kritik hız 500m/s'ye yükseltilebilir ve kinetik enerji de %150 oranında artırılır. Etkisi olumlu.
- İş malzemesinin basıncı
Çalışma hidrolik basıncı, jet akış hızını oluşturan ve öğütme inceliğini etkileyen ana parametredir. Genel olarak konuşursak, çalışma basıncı ne kadar yüksek ve çalışma hızı o kadar hızlı olursa, esas olarak malzemenin öğütülebilirlik ve incelik gereksinimlerine bağlı olan kinetik enerji o kadar yüksek olur.
- Taşlama yardımcıları
Jet değirmenin öğütme işlemi sırasında, uygun bir öğütme yardımcısı eklenirse, sadece öğütme verimliliği değil, aynı zamanda ürünün ortam içinde dağılabilirliği de iyileştirilebilir.

Bilyalı değirmenin günlük bakım prensibi
Bilyalı değirmenler, ancak iyi bir günlük bakımdan sonra endüstriyel üretimde daha büyük bir rol oynayabilir.
1. Değirmen bir ay süreyle sürekli çalıştırıldığında, tüm yağlama yağı boşaltılmalı, iyice temizlenmeli ve yeni yağ ile değiştirilmelidir. Gelecekte, yağ değişimi orta onarımla birlikte yaklaşık 6 ayda bir yapılacaktır.
2. Her yağlama noktasının yağlama durumu ve yağ seviyesi en az 4 saatte bir kontrol edilir.
3. Değirmen çalışırken, ana yatak yağlama yağının sıcaklığı 55°C'den düşük olmalıdır.
4. Değirmen normal çalışırken, şanzıman yatağı ve redüktörün sıcaklık artışı 60 ℃'yi geçmemeli ve yüksek sıcaklık 70 ℃'den düşük olmalıdır.
5. Büyük ve küçük dişliler, anormal gürültü olmadan sorunsuz bir şekilde hareket eder.
6. Bilyalı değirmen, güçlü titreşim olmadan sorunsuz çalışır.
7. Anormal dalgalanmalar için zaman zaman motor akımını kontrol edin.
8. Rutin bakım sırasında bağlantı elemanlarının gevşek olmadığından ve bağlantı yüzeyinde yağ veya su sızıntısı olmadığından emin olun.
9. Çelik bilyenin aşınma durumu zamanla eklenmelidir.
10. Anormal bir durum bulunursa, bakım için taşlama hemen durdurulmalıdır.
11. Değirmen gömleği %70 aşındığında veya 70 mm uzunluğunda çatlaklar olduğunda değiştirilmelidir.
12. Astar cıvataları hasar gördüğünde ve gömlek gevşediğinde değiştirin.
13. Ana yatağın ciddi şekilde aşındığında değiştirilmesi gerektiğini kontrol edin.
Bu bakım ilkeleri hantal görünebilir, ancak aslında işlem çok basittir. Bilyalı değirmenin üretimine ciddi ve dikkatli davranıldığı ve günlük bakımları yapıldığı sürece bilyalı değirmenin getirebileceği ekonomik faydalar çok büyük olacaktır.

Bilyalı değirmenin ani arızası nasıl çözülür
Bilyalı değirmen ekipmanı, yoğunlaştırıcının tamamında %50'den fazlasına tekabül eden önemli bir yatırım oluşturan ekipmandır. Bu nedenle, bilyalı değirmenin normal çalışmasını sağlamak, tüm yoğunlaştırıcının normal üretimini sağlamak için gerekli bir koşuldur. Ancak bilyalı değirmen kullanımdayken, genellikle üretim verimliliğini etkileyen bazı ani arızalar meydana gelir. Peki bu ani arızaları etkili bir şekilde nasıl çözebilir veya önleyebiliriz?
Bilyalı değirmenlerin ani arızaları genellikle uzun süreli yüksek hızlı çalışma ve yanlış çalışma gibi birçok nedenden kaynaklanır.
1. Bilyalı değirmenin stator bobini bozuldu
Bilyalı değirmenin tüm sisteminde, malzemenin etrafındaki havada demir içeren toz olacaktır. Uzun bir çalışma süresinden sonra, demir içeren toz, bilyalı değirmen statorunun bobinine yapışacaktır. Belli bir kalınlığa ulaştığında, stator bobininin yüzeyine neden olur. Kısa devre deşarj durumu meydana geldi. Kısa devre fenomeni birçok kez meydana geldiğinde, bobinin yalıtkanı hasar görecek ve kıvılcım ve arıza fenomenine neden olarak bilyalı değirmenin çalışmasını durduracaktır. Yedek motor olmadan taşlama işine devam etmek zordur. Bu noktada arıza bobini derhal kesilmeli, bilimsel koruma önlemleri alınmalı ve üretime devam etmek için bilyalı değirmen yeniden başlatılabilir.
2. Bilyalı değirmenin kayar mili çizildi
Bilyalı değirmenin kayar mili uzun bir süre aşındıktan ve belirli bir kalınlığa ulaştıktan sonra bilyalı değirmenin küresel gövdesini karo kaplama ile birleştirmek zorlaşır ve çizikler oluşur. Genel olarak, bu tür bir durum, içi boş milin klinker sıcaklığının çok yüksek olması ve içi boş milin dış yüzeyinin sıcaklığının da yüksek olması nedeniyle oluşur, bu da yağlama yağının çok seyreltilmesine, viskozitesini kaybetmesine ve zor olmasına neden olur. burçlar ve dergiler ile sonuçlanan iyi bir yağ filmi oluşturmak için. Sürtünme ısı üretir ve hızla ısınır, bu da karo astarının yüzeyinin erimesine ve çizilmesine neden olur.
Yedek küresel karo saati yoksa, kullanmaya devam etmeden önce sadece inceleme için makineyi durdurabilir ve karo yüzeyini onarabilirsiniz. Çizilmiş yüzeyin pürüzsüzlüğü, sinir bozucu, kesme, taşlama vb. ile geri yüklenebilir, karoyu onarmak için hasarsız parçanın bir mikro yağ oluğundan kazınması gerekir. Malzemeleri ve öğütme ortamını bilyalı değirmene boşaltın ve yüksüz öğütme için namluyu döndürmek için manuel yöntemler kullanın. Belli bir seviyeye ulaştığında, yüksüz bir test için şanzıman parçası ile birlikte çalışacak ve daha sonra bilyalı değirmenin normal çalışmasına dönebilmesi için malzemeleri ve öğütme ortamını yük çalışması için bilyalı değirmene yükleyecektir.
3. Bilyalı değirmenin namlu vidası ve içi boş mili kırılmış
Silindir gövdesini ve bilyalı değirmenin içi boş milini bağlama sürecinde, silindir gövdesinin flanşlı deliklerden delinmesi gerekir ve pimler gerdirmelerle bağlanır. Açık delikler, bağlanmak için yalnızca sıradan vidalara ihtiyaç duyar. Oymalı delikler esas olarak sınırlama ve Konumlandırma rolü için kullanılır.
Bilyalı değirmenin uzun süreli çalışmasından sonra, termal genleşme ve büzülme, bozulma, yüksek sıcaklık korozyonu, su buharı korozyonu vb. nedeniyle, pim deliğinin ve raybalanmış deliğin eşleşen boyutu değişecek ve gevşeklik olgusu değişecektir. oluşur, bu da konum sınırlamasının elde edilmesini zorlaştırır. Büküm nedeniyle vida gevşemeye başlar ve silindirin ve içi boş milin periyodik olarak yer değiştirmesine neden olur. Vida uzun süre gerilirse vida kırılır.
Yılların tecrübesine göre, bu tür bir arıza meydana geldikten sonra, bağlantı için vida bir menteşe pimine dönüştürülebilir. Şu anda, menteşe pimi kırılması olgusu olmamıştır.
4. Bilyalı değirmenin kaymalı yatağının sıcaklık artışı
Bilyalı değirmenin çalışması sırasında kafasının taban kısmı kayar ve yatağın sıcaklığı aniden yükselir. Bu fenomene çoğunlukla başın taban kısmının batması, taşlama gövdesinin genel hareketi ve eğilme neden olur. Bilyalı değirmenin küresel burç omzu ve içi boş milin flanş kökü, ısı üreten ve sıcaklığın hızla yükselmesine neden olan sıkıştırma temasına ve dönen sürtünmeye maruz kalır. yüksek. Bu durum bilyalı değirmenin devrilmesine neden olabilir. Büyük halka dişlinin ve pinyon dişlinin birbirine geçmesi, dişleri birbirini kesecek, geçme zorluğunu artıracak, yüksek sese neden olacak ve titreşimi artıracak ve bilyalı değirmenin durmasına neden olacak bir eksenel açı oluşturacaktır. Sunum dosyaları.
Bu olay meydana geldikten sonra, inceleme için makineyi durdurmak, topraklama cıvatalarını kaynaklamak ve uzatmak, şimi kamalamak, yatak yuvasını yükseltmek ve kayar yatağın sıcaklığını ve şanzıman parçasının sesini kontrol etmek gerekir.

Ultra ince öğütücü çalıştırma talimatları ve çıkış ve incelik ayar yöntemleri
Ultra ince öğütücü, bir tür ince toz ve ultra ince toz öğütme ve işleme ekipmanıdır. Bu ekipman esas olarak orta ve düşük sertlik, %6'dan az nem ve Mohs sertliği 9'un altında olan yanıcı olmayan ve patlayıcı metalik olmayan malzemeler için uygundur.
1. Çalıştırma talimatları
(1) Sıralamayı açın ---- önce yardımcı ekipmanı açın (yüksek voltajlı uzatma, yüksek kare ekran, darbeli toz toplayıcı, rüzgar kapatma, vidalı burgu, kazıyıcı ve kaldırma).
(2) Ana bilgisayar destek ekipmanını açın (derecelendirme çarkı, ana bilgisayar, besleyici). Açıklamalar: Besleyiciyi açmadan önce, öncelikle derecelendirme çarkının frekansı ayarlanmalıdır. Amaç, öğütme malzemesinin çok kaba veya çok ince olmasını önlemektir.
2. İncelik ayar yöntemi
(1) Normal çalışma koşullarında inceliği etkileyen faktörler hava hacmi, tesviye çarkının hızı ve besleme hacmi ve aşınan parçaların aşınma derecesidir.
(2) İncelik çok kalın olduğunda: hava hacmi maksimum ise, önce besleme hacmini azaltın ve ardından tesviye çarkının sıklığını artırın; yine de gereksinimleri karşılamıyorsa, küçük hava hacmini kapatın (yüksek basınçlı hava borusundaki kelebek vana). İncelik gereksinimlerini bulmak ve karşılamak için bu tür tekrarlanan ayarlamalar, en iyi verim için kontrol noktalarıdır.
(3) İncelik çok ince olduğunda: önce hava hacmini artırın, eğer hava hacmi en büyükse, derecelendirme çarkının frekansını azaltın ve akım düştükten sonra besleme hacmini artırın. İncelik gereksinimlerini bulmak ve karşılamak için bu tür tekrarlanan ayarlamalar, en iyi verim için kontrol noktalarıdır.
(4) Düşük dereceli yem üretilirse, incelik gereksinimi yüksek değildir ve sadece çıktı takip edildiğinde hava hacmi en üst düzeye çıkarılmalı, sınıflandırma çarkının frekansı azaltılmalı ve besleme hacmi azaltılmalıdır. artırılmış.
3. Çıktıyı ve inceliği etkileyen giyilebilir parçalar ve adlar
(1) Çekiç: Malzeme öğütme odasına girdikten sonra, çekiç esas olarak malzemeyi inceltmek için kullanılır. Çekiç kafasının şiddetli aşınması, çıkışta ve incelikte bir azalmaya, düzensiz aşınmaya ve ana motor yatağının hizmet ömrünü etkileyecek olan titreşimde artışa neden olacaktır.
(2) Halka dişli: Çekiç tarafından vurulduktan sonra, malzeme ikinci bir vuruş oluşturarak halka dişliye geri dönecek ve kırma gereksinimlerine ancak bu tür tekrarlardan sonra ulaşılabilir. Halka dişlinin aşınması, verimi ve inceliği büyük ölçüde etkileyecektir.
(3) Aşınma plakası: Aşınma plakası en kolay aşınan nesnedir. Aşınma plakası, aktif diski korumak için önemli bir parçadır. Aşınma plakasının aşırı aşınması, titreşimi artıracak ve ana motor yatağının hizmet ömrünü etkileyecektir. Aktif disk aşındıktan sonra doğrudan aşınacak ve bu da aksesuarların maliyetini artıracak ve ekipmanın tehlikeli bir durumda çalışmasına neden olacaktır.
(4) Şönt kapağı: Şönt kapağı aşındıktan sonra, kırma odasındaki hava akışının akış yönünü değiştirerek malzemenin inceliğinin gereksinimleri karşılamamasına neden olur.
(5) Aktif disk: Aktif diskin aşınması (aşınma plakasının zamanında değiştirilmesi aktif diski etkin bir şekilde koruyacaktır) titreşime neden olacak ve ana yatağın hizmet ömrünü etkileyecektir.

Jet değirmeni çalışırken aşırı toz sorunu nasıl çözülür?
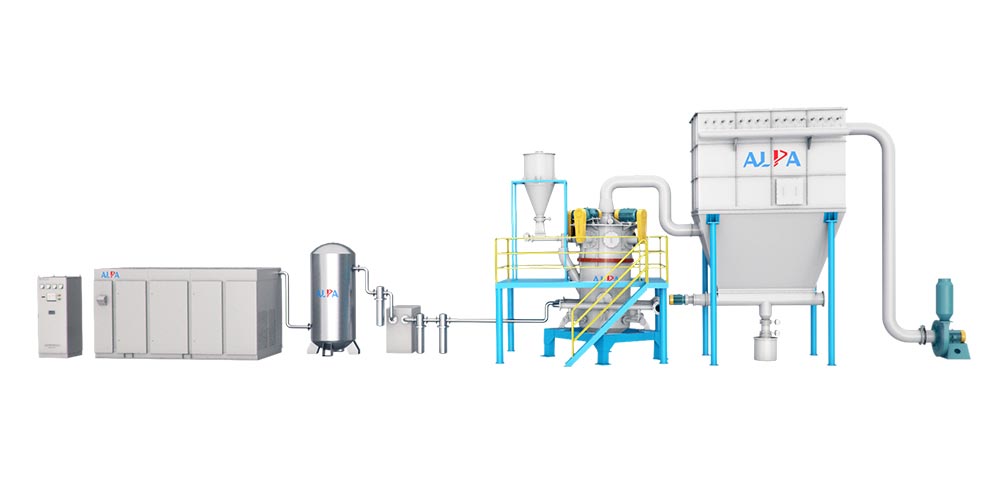
Jet değirmeni, siklon ayırıcı, toz toplayıcı ve indüklenen çekiş fanı, eksiksiz bir pulverizasyon sistemi oluşturur. Sıkıştırılmış hava filtrelenip kurutulduktan sonra, Laval nozul vasıtasıyla yüksek hızda kırma haznesine püskürtülür. Birden fazla yüksek basınçlı hava akışının kesiştiği noktada, malzemeler tekrar tekrar çarpışır, ovalanır ve ezilmek üzere kesilir. Ezilmiş malzemeler fanın emişiyle yükselir. Hava akımı sınıflandırma bölgesine hareket eder. Yüksek hızlı dönen sınıflandırma türbini tarafından üretilen güçlü merkezkaç kuvvetinin etkisi altında kaba ve ince malzemeler ayrılır. Parçacık boyutu gereksinimlerini karşılayan ince parçacıklar, toplama için sınıflandırma çarkından siklon ayırıcı ve toz toplayıcıya girer ve kaba parçacıklar, öğütmeye devam etmek için öğütme bölgesine iner.
Bazen çalışma modu ve ayarlardaki farklılık, kırıcının kırma etkisini zayıflatacaktır. Uzantının hızını artırmak veya parametreleri ayarlamak olsun, iyi sonuçlar elde etmeyecektir. Peki bu durumda ne yapmalı, aşağıda size onu anlatayım. Ezme etkisini iyileştirmenin yolları.
Besleme hızını artırmak için, hava akımı pulverizasyonu ilkesi esas olarak malzeme ve malzeme arasında güçlü çarpışmalara neden olmak için yüksek hızlı hava akışına ve toz haline getirme etkisini elde etmek için malzeme ve iç duvarlara dayanır. İlerleme çok az ise sık ve kuvvetli çarpışma amacına ulaşılamaz, böylece mukavemet düşürülemez. Ayrıca, fan damperi çok büyükse, dahili negatif basınç çok büyük olacak ve çarpışma azalacaktır; aksine, pozitif baskı iyi değil.
Jet değirmeni malzemeleri kırmak için kullanılır, bu nedenle kırılan malzemeler ve artıklar zamanında boşaltılmalıdır. Kırıcı bu kırılan malzemeleri boşalttığında toz oluşacaktır. Peki toz çok büyükse nasıl çözülür?
1. Toz toplayıcıyı takın: Genellikle bu tip toz toplayıcı bir öğütücü ile kullanılabilir. Tozları toplama torbasında toplar ve toz, bez torba aracılığıyla toz kutusundan süzülür ve boşaltılır;
2. Bez çanta toz geçirmezdir: Bez çanta, hava sızıntısını ve toz sızıntısını önlemek için makinenin toz çıkışına sıkıca bağlanmıştır. Çalışma sırasında dikkat edilmelidir: Park ederken toz çıkışı kapatılmalı ve toz zamanında temizlenmelidir.
3. Ahşap duş veya havuz yoluyla toz giderme: öğütme odasının dışını süpürmek için esas olarak bir vantilatör kullanın ve ardından vakumlamak için sprey kullanın veya vakumlamak için bir havuz kullanın, vb.
Yukarıdaki üç toz giderme yöntemi, iyi toz giderme etkileri sağlayabilir ve aşırı toz sorununu çözebilir. Genel olarak, bu toz giderme cihazları, aşırı tozu önlemek için işten önce kurulur.

Bilyalı değirmenin verimini ve kalitesini etkileyen faktörler nelerdir?
Zenginleştirme aşaması temel olarak üç aşamaya ayrılır: ön seçim, ayırma ve seçim sonrası. Taşlama ön seçim aşamasındadır. Bu nedenle, bilyalı değirmenin çıktısı, mineral ayırma etkisi ve hatta geri kazanım oranı ve konsantre derecesi üzerinde belirli bir dereceye kadar etkiye sahiptir. Bu nedenle bilyalı değirmenin çıktısının nasıl sağlanacağı bir endişe konusu haline geldi, peki bilyalı değirmenin çıktısını etkileyen sebepler nelerdir?
1. Hammadde boyutu
Hammaddenin parçacık boyutu, bilyalı değirmenin çıktısını ve kalitesini etkiler. Parçacık boyutu küçükse, bilyalı değirmenin çıktısı ve kalitesi yüksek olacak ve güç tüketimi düşük olacaktır; parçacık boyutu büyükse, değirmenin çıktısı ve kalitesi düşük olacak ve güç tüketimi yüksek olacaktır.
2. Malzeme taşlama kolaylığı
Malzemenin öğütülebilirliği, öğütme işleminde malzemenin zorluk derecesini ifade eder. Ulusal standarda göre, öğütülebilirlik endeksi wi (kWh / T) kabul edilmiştir. Değer ne kadar küçük olursa öğütme o kadar iyi olur, aksi takdirde öğütmek o kadar zor olur.
3. Öğütülecek malzemenin su içeriği
Bilyalı değirmenin öğütülmesi iki yönteme ayrılabilir: kuru ve ıslak. Kuru öğütme için aşındırıcının su içeriği, değirmenin çıktısı ve kalitesi üzerinde büyük bir etkiye sahiptir. Aşındırıcı malzemenin su içeriği ne kadar yüksek olursa, tam taşlama veya macun taşlamaya neden olma olasılığı o kadar yüksek olur, bu da taşlama verimliliğini düşürür ve taşlama makinesinin çıktısı o kadar düşük olur. Bu nedenle nemi yüksek olan malzemeler öğütmeden önce kurutulmalıdır.
4. Besleme sıcaklığı
Değirmene giren malzemenin sıcaklığı çok yüksekse, öğütme gövdesinin darbe sürtünmesi oluşacaktır. Değirmendeki sıcaklık çok yüksekse, bilye yapışacak ve bu da değirmenin öğütme verimliliğini azaltacak ve değirmenin çıktısını etkileyecektir. Aynı zamanda haddehane namlusunun termal genleşmesi haddehanenin uzun vadeli güvenli çalışmasını etkiler. Bu nedenle, öğütülen malzemenin sıcaklığının sıkı bir şekilde kontrol edilmesi gerekir.
5. Taşlama malzemesinin incelik gereksinimleri
İncelik gereksinimleri ne kadar ince olursa, çıktı o kadar düşük olur ve bunun tersi de, çıktı o kadar yüksek olur. Bazı alanlarda, inceliğe aşırı vurgu, ekonomik üretimin gereksinimlerini karşılamamaktadır. Örneğin çimento sektöründe fiili üretim, ürün inceliği %5-10 aralığında olduğunda inceliğin %2, çıktının ise %5 azalacağını göstermektedir. İncelik %5'in altında kontrol edildiğinde, değirmenin çıktısı daha da azalacaktır. Bu nedenle, doğru ürün inceliğini seçmek, bilyalı değirmenin verimini ve kalitesini iyileştirmek için de önemli bir faktördür.
6. Taşlama işlemi
Aynı özelliklere sahip bilyalı değirmenler için, kapalı devre prosesi, açık devre prosesine kıyasla çıktıyı %15-20 oranında artırabilir; kapalı devre işletimde, uygun ayırma veriminin ve çevrim yük oranının seçilmesi, değirmen çıktısının arttırılmasında önemli bir faktördür.
7. Toz seçimi verimliliği
Kapalı devre kırıcının ayırma verimliliği, kırıcının çıktısı üzerinde büyük bir etkiye sahiptir. Genel olarak konuşursak, sınıflandırıcının verimliliği daha yüksektir, bu da değirmenin öğütme verimliliğini artırabilir. Bununla birlikte, sınıflandırıcının kendisi öğütme rolünü oynayamaz, bu nedenle sınıflandırıcının işlevi, öğütücünün verimini artırmak için öğütücünün öğütme işlevi ile birleştirilmelidir. Üretim uygulaması, tek kademeli kapalı devre uzun öğütme ayırıcısının verimliliğinin genellikle %50 ~ 80'de kontrol edildiğini göstermektedir. İdeal ayırma verimliliği, çoklu deneylerle belirlenmelidir.
8. Döngü yükleme hızı
Dolaşım yük oranı, geri dönüştürülmüş tozun (kaba toz) bitmiş ürüne oranını ifade eder. Değirmenin öğütme verimliliğini artırmak ve değirmende aşırı öğütme olgusunu azaltmak için çevrim yük hızı uygun şekilde artırılmalıdır. Ancak dolaşımdaki yük oranı çok yüksek bir seviyeye çıkarılırsa değirmende çok fazla malzeme olacağından öğütme verimi düşecektir.
9. Taşlama yardımcısı ekleyin
Bazı öğütme yardımcıları öğütme etkisini etkileyecektir, çünkü yaygın olarak kullanılan öğütme yardımcılarının organik maddelerinin çoğu, malzemenin çatlak yayılmasını hızlandırabilen ve adsorbe edilen malzemenin öğütme işlemi sırasında ince toz miktarını azaltabilen güçlü yüzey aktivitesine sahiptir. malzemenin yüzeyi. İkisi arasındaki karşılıklı kombinasyon, bilyalı değirmenin enerji tasarrufu ve yüksek verimine elverişli olan öğütme verimliliğini artırır.
10. Topun malzemeye oranı
Bilye/malzeme oranı, öğütme gövdesinin kütlesinin malzemenin kütlesine oranıdır. Top-pil oranı çok büyükse, taşlama gövdesi ile astar arasındaki darbe sürtünmesinin gereksiz iş kaybını artıracak, güç tüketimini artıracak ve çıktıyı azaltacaktır. Bilyalı değirmenin bilye-pil oranının ve bilye-pil oranının nasıl seçileceği, fiili üretimde yaygın bir sorundur.
Proses faktörlerine ek olarak, model, parametreler ve üretim ve bakım personelinin çalışmaları da bilyalı değirmenin üretimini ve kalitesini etkiler. Enerji tasarruflu ve yüksek verimli bilyalı değirmen sistematik bir projedir ve her bağlantı birbiriyle ilişkilidir ve birbirini sınırlar. Yalnızca kapsamlı değerlendirme ve yakın işbirliği, daha iyi enerji tasarrufu ve yüksek verimli etkiler sağlayabilir.