












Toz boya parçacık boyutu kontrolü ve uygulaması

Toz boya, partikül boyutu 10 ile 100 μm arasında olan mikron partiküllerden oluşur. Hazırlama süreci ve uygulama performansı, yüzey yükü, depolama stabilitesi, elektrostatik püskürtme sırasında toz yükleme hızı ve akışkan yatak Kullanım içi stabilite, açılı toz uygulaması ve kaplama verimliliği vb. dahil olmak üzere parçacık boyutundan etkilenir. parçacıklar, parçacık dağılımının ürün özellikleri üzerindeki etkisine kadar uzanan parçacık boyutu ile yüzey yükü arasındaki korelasyon tanıtılmaktadır. Aynı zamanda mekanik kırma ve ayırma prosesinde belirli bir parçacık boyutu dağılımının nasıl elde edileceğini de tartışmaktadır.
Toz boyaların üretim prosesinde parçacık boyutu, öğütme değirmeni aracılığıyla onlarca yıl boyunca kaplamaya uygun parçacık boyutuna bölünür. Bununla birlikte, geleneksel öğütmeyle elde edilen parçacık boyutu aralığı genellikle 1,8 ile 2,0 arasındadır, bu da ince tozun uzaklaştırılması için çapın çift siklon gerektirmesini azaltır, dolayısıyla üretim verimliliği ve ürün verimi önemli ölçüde azalır. Yüksek verim elde ederken dar parçacık boyutu dağılımı elde etmek için öğütme, endüstriyel üretimde her zaman büyük bir zorluk olmuştur. Son yıllarda, Jiecheng tarafından geliştirilen parçacık boyutu optimizasyonu öğütme ünitesi, öğütme ve sınıflandırma sürecini optimize ederek ince toz içeriğini <10 μm'yi etkili bir şekilde ayarlayabiliyor ve büyük parçacıkların belirlenen parçacık boyutu aralığına kadar tekrar tekrar öğütülmesiyle ince toz üretilmemesini sağlıyor. . Büyük parçacık boyutuna sahip ürünler elenir ve çıkarılır, böylece 1,3 ila 1,6 çap aralığında parçacık boyutu dağılımı kontrol edilir. Aynı zamanda verim düşmeden çok yüksek partikül boyutu konsantrasyonuna sahip ürünler elde edilir.
Parçacıklar arasındaki topaklaşma nedeniyle parçacık boyutu ne kadar küçük olursa boşluk oranı da o kadar büyük olur; Parçacık boyutu dağılım aralığı ne kadar geniş olursa, küçük parçacıkların büyük parçacıklar arasında doldurma etkisi nedeniyle paketleme yoğunluğu da o kadar büyük olma eğilimindedir. Tek bir parçacıkla sıkı paketleme sağlanamaz. Yalnızca çoklu parçacık boyutları yakın paketlemeyi başarabilir. Ayrıca parçacık boyutundaki fark ne kadar büyük olursa paketleme yoğunluğu da o kadar yüksek olur. Küçük parçacıklar ile büyük parçacıklar arasındaki boşluk 4 ila 5 kat olduğunda daha ince parçacıklar doldurulabilir. Büyük partiküllerin boşluklarında partiküllerin şekli ve doldurulma şekli de paketleme yoğunluğunu etkileyecektir. Miktar oranı 7:3 olan iki parçacık boyutu veya miktar oranı 7:1:2 olan üç parçacık boyutu olduğunda sistemin tamamı en yüksek paketleme yoğunluğuna sahiptir. Daha yüksek kütle yoğunluğu, kaplama filminin homojenliğini geliştirebilir, böylece mükemmel tesviye etkisi ve parlaklık elde edilebilir.
Genellikle toz boyaları uygun parçacık boyutlarına öğüten öğütme ekipmanı, hava sınıflandırma değirmenidir (ACM). Prensip, pulların öğütme değirmeninin ana öğütme diskine girdikten sonra, merkezkaç kuvveti ve ana öğütme değirmeninin öğütme sütunu ile çarpışma yoluyla parçacıklara ayrılmasıdır. Daha sonra öğütme gövdesinin iç duvarı hava akımıyla tane boyutu sınıflandırması için siklon ayırıcıya taşınır. Öğütücü, bir ana öğütme değirmeni, bir yardımcı öğütme değirmeni (sınıflandırıcı), bir elek ve bir siklon ayırıcıdan oluşur. Hava hacmi ve elek seçimi, küçük parçacıkların ve büyük parçacıkların oranını belirler; aynı zamanda toz kaplamanın özellikleri, besleme hızı, ortam sıcaklığı ve nemi ve hava besleme sıcaklığı da öğütülmüş parçacıkların boyutu üzerinde önemli bir etkiye sahiptir.
Halihazırda sanayileşmiş parçacık boyutu optimizasyon değirmeni, sistemdeki hava giriş ve çıkış sistemlerinin dengesini değiştirerek ince toz oluşumunu etkili bir şekilde azaltabilir ve yüksek parçacık boyutu konsantrasyonuna sahip ürünler elde edebilir. Aynı zamanda ortalama parçacık boyutu 15 ila 60 μm aralığında olabilir. Mikron aralığında ayarlandığında, normal parçacık boyutunda ürünler üretebildiği gibi, ortalama parçacık boyutu 15 ila 25 μm olan ince kaplamalı tozlar da üretebilir.

Zemin fiberglas uygulamaları
Öğütülmüş cam elyafı, cam elyafı ham şeritlerinin çekiçli değirmen veya bilyalı değirmen gibi kırma ekipmanları kullanılarak öğütülmesiyle yapılır. Lifin ortalama uzunluğu 30 ila 100 mikrondur. Mikroskop altında bakıldığında kesit alanı silindiriktir. Benim ülkemde öğütülmüş cam elyafı genellikle elyaf uzunluğu ve elyaf çapına göre kalibre edilmektedir. Örneğin EMF-200, ortalama çapı 7,5 mikron ve ortalama uzunluğu 80 ila 110 mikron olan öğütülmüş lifleri ifade eder.
Şu anda ülkemde esas olarak yüksek performanslı sürtünme malzemesi olarak buzlu cam elyafı kullanılmaktadır. Sürtünme malzemelerinin geleneksel dolgu maddesi asbesttir. Ancak yurt dışında asbestin kanserojen olduğu rapor edilmiştir. Uluslararası pazar son yıllarda asbest içeren sürtünme malzemelerini boykot ederek cam elyaflarının taşlanması için geniş bir pazar sağladı.
Sürtünme malzemesi olarak kullanılan buzlu cam elyafı, reçinenin nüfuzunu hızlandırmak ve özel kalıplama performansı ve ürün performansı gereksinimlerini karşılamak için yüzey kimyasal işlemine tabi tutulur. Spesifikasyonları EMF-200, EMF-250 ve EMF-300'ü içerir ve karşılık gelen fiber uzunluğu dalgalanma aralıkları 110-80 mikron, 80-50 mikron ve 50-30 mikrondur.
Zemin cam elyafı ile eklenen sürtünme malzemesi sadece yüksek sürtünme katsayısına sahip olmakla kalmaz, aynı zamanda dayanıklılığa ve termal stabiliteye de sahiptir. Yakın parçalarla (rotor gibi) sürtünmeli temasa girdiğinde sadece hafif bir ses çıkarır ve sürtünen parçaların aşınmasına neden olur. Ses minimuma indirilir.
Bu yüksek performanslı sürtünme malzemesi, otomobiller için fren balataları ve kavrama plakaları, yolcu ve yük araçları için fren pabuçları, demiryolu lokomotifleri ve çeşitli sondaj kuleleri, damgalama ekipmanı ve mühendislik ve madencilik makineleri için sürtünme blokları ve kaldırma makineleri için koniler olarak yaygın şekilde kullanılabilir. . Şekilli fren halkaları vb.
Zemin cam elyafı, plastik işleme ve ürün uygulama performansı gereksinimlerini karşılamak üzere ABS plastiğini değiştirmek için ABS plastikte fonksiyonel dolgu maddesi olarak da kullanılabilir. Bir fabrika, tam otomatik bir çamaşır makinesinin program kumandası alt plakası ve kapak plakası gibi parçaları üretirken, bunlar saf ABS plastikten yapıldığından, alt plaka ve kapak plakası ciddi şekilde eğrilmiş ve deforme olmuş, parçaların boyutları dengesiz ve vida delikleri kaymış. birçok bitmiş ürünün monte edilemediği için hurdaya çıkmasına neden oluyor. Daha sonra, plastiği değiştirmek için ABS plastiğini doldurmak için buzlu cam elyaf kullanıldı: büzülme oranı orijinal %1'den %2'ye, %0,4 ila %0,5'e düşürüldü. Kendinden kılavuzlu vidaları sıkarken dişler kaymaz, çatlamaz, aynı zamanda imal edilmiş olur. Tahtanın yüzeyi ve parçaları pürüzsüz, sert ve eğrilmemiş olup plastik işleme performansı iyidir. Ek olarak, laminata buzlu cam elyafı eklenmesi, laminatın çatlama direncini ve aşınma direncini artırabilir, laminatın büzülmesini azaltabilir ve lamel mukavemetini geliştirebilir. Aynı zamanda laminatların bükülme elastik modülünün iyileştirilmesinde ve elastik kalıpların sıkıştırılmasında da belirli bir rol oynar. Kalıba buzlu cam elyaflı reçine karışımı eklendiğinde, dış yüzey kusurlarını düzeltebilir, kalıp yapısının kenarlarını ve köşelerini yuvarlayabilir ve ayrıca dışarıya önceden bağlanan cam bezle kaplı takviye kaburgalarını yuvarlaklaştırabilir. kalıp yapısından.
Zemin cam elyafı ile güçlendirilmiş reçine sertleştikten sonra, ürünün sertliği daha yüksektir ve termal genleşme performansı, cam kumaşla güçlendirilmiş el yatırması FRP'ninkine benzer, dolayısıyla ürünün çatlama olasılığı daha azdır.
Reçine sisteminde yüzey aktif bileşenlerin ve öğütülmüş cam elyafların eş zamanlı kullanımı, ıslak mukavemet performansını artırabilir, su emilimini azaltabilir ve ıslak mukavemetin tutulma oranını artırabilir.

Silika Tozunun 10 Başlıca Uygulama Alanı
Mikrosilika tozu, kristal kuvars, erimiş kuvars vb.'den yapılmış ve öğütme, hassas sınıflandırma, safsızlık giderme ve diğer işlemlerle işlenen bir silika tozudur. Bakır kaplı laminatlar, epoksi plastik sızdırmazlık malzemeleri, elektrik yalıtım malzemeleri, kauçuk, plastik, kaplamalar, yapıştırıcılar, yapay taş, petek seramik, kozmetik ve diğer alanlarda yaygın olarak kullanılmaktadır.
1. Bakır kaplı laminat
Şu anda bakır kaplı laminatlarda kullanılan silika tozu, kristalin silika tozu, erimiş silika tozu, küresel silika tozu ve kompozit silika tozuna bölünebilir. Bakır kaplı laminattaki reçinenin doldurma ağırlığı oranı yaklaşık %50'dir ve reçinedeki silika tozunun doldurma oranı genellikle %30'dur, yani bakır kaplı laminattaki silika tozunun doldurma ağırlığı oranı yaklaşık %15'tir. .
2. Epoksi plastik sızdırmazlık bileşiği
Mikrosilika tozu, epoksi kalıplama bileşiğindeki (EMC) en önemli dolgu maddesidir ve yaklaşık %60-%90'ı oluşturur. Epoksi kalıplama bileşiğinin performansının iyileştirilmesinin, silika tozunun performansının iyileştirilmesiyle sağlanması gerekmektedir. Bu nedenle silika tozunun parçacık boyutu, saflığı ve küreselliği önemlidir. derecenin daha yüksek gereksinimleri vardır.
3. Elektrik yalıtım malzemeleri
Mikrosilika tozu, elektrik yalıtım ürünleri için epoksi reçine yalıtım dolgusu olarak kullanılır. Kürlenmiş ürünün doğrusal genleşme katsayısını ve kürleme işlemi sırasında büzülme oranını etkili bir şekilde azaltabilir, iç gerilimi azaltabilir ve yalıtım malzemesinin mekanik mukavemetini artırabilir, böylece yalıtım malzemesini etkili bir şekilde iyileştirebilir ve iyileştirebilir. mekanik ve elektriksel özellikler.
4. Kauçuk
Silika tozu, küçük parçacık boyutu, geniş spesifik yüzey alanı, iyi ısı direnci ve aşınma direnci gibi avantajlara sahiptir ve kauçuk kompozit malzemelerin aşınma direncini, çekme mukavemetini ve modülünü, yüksek yırtılma ve diğer özelliklerini geliştirebilir. Bununla birlikte, silika tozunun yüzeyi büyük miktarda içerir. Asidik silanol grupları değiştirilmezse, silika tozu kauçukta eşit olmayan bir şekilde dağılacak ve asidik gruplar alkalin hızlandırıcılarla kolayca reaksiyona girerek kauçuğun vulkanizasyon süresini uzatacaktır. kompozit.
5. Plastik
Mikrosilika tozu, plastik yapma sürecinde polietilen (PE), polivinil klorür (PVC), polipropilen (PP), polifenilen eter (PPO) ve diğer malzemelerde dolgu maddesi olarak kullanılabilir. İnşaat, otomobil, elektronik haberleşme, yalıtım malzemeleri, tarım, günlük ihtiyaçlar, milli savunma ve askeri sanayi ve daha birçok alanda yaygın olarak kullanılmaktadır.
6. Boya
Mikrosilika tozu kaplama endüstrisinde dolgu maddesi olarak kullanılabilir. Sadece kaplama hazırlama maliyetini azaltmakla kalmaz, aynı zamanda kaplamaların yüksek sıcaklık direncini, asit ve alkali direncini, aşınma direncini, hava koşullarına dayanıklılığını ve diğer özelliklerini de geliştirebilir. Yapı malzemeleri, otomobiller, borular, donanımlar vb. Ev aletleri ve diğer alanlarda yaygın olarak kullanılabilir.
7. Yapıştırıcı
İnorganik fonksiyonel bir dolgu malzemesi olarak silikon tozu, kürlenmiş ürünün doğrusal genleşme katsayısını ve yapışkan reçineye doldurulduğunda kürleme sırasındaki büzülmeyi etkili bir şekilde azaltabilir, yapıştırıcının mekanik mukavemetini artırabilir, ısı direncini, geçirgenliği ve ısı dağıtma performansını artırabilir. böylece yapışma düğümleme ve sızdırmazlık etkisi iyileştirilir.
Silika tozunun parçacık boyutu dağılımı, yapıştırıcının viskozitesini ve yerleşme özelliklerini etkileyecektir, dolayısıyla yapıştırıcının işlenebilirliğini ve sertleşme sonrasında doğrusal genleşme katsayısını etkileyecektir.
8. Yapay kuvars taşı
Yapay kuvars levhalarda dolgu maddesi olarak silika tozu kullanıldığında, yalnızca doymamış reçine tüketimini azaltmakla kalmaz, aynı zamanda yapay kuvars levhaların aşınma direncini, asit ve alkali direncini, mekanik mukavemetini ve diğer özelliklerini de geliştirir.
9. Otomobil petek seramikleri
Otomobil egzoz arıtımı için petek seramik taşıyıcıdan ve dizel motor egzoz arıtımı için kordierit malzemeden yapılmış otomotiv egzoz filtresi DPF (Dizel Partikül Filtresi), karıştırma, ekstrüzyon kalıplama, kurutma, sinterleme vb. yoluyla alümina, silika tozu ve diğer malzemelerden yapılır.
10. Kozmetik
Küresel silika tozunun iyi akışkanlığı ve geniş spesifik yüzey alanı vardır, bu da onun ruj, pudra keki ve fondöten kremi gibi kozmetiklerde kullanılmasını sağlar.
Silika tozunun farklı uygulama alanları farklı kalite gereksinimlerine sahiptir. Silika tozunun uygulama araştırması esas olarak yüksek kaliteli bakır kaplı laminatlar, üst düzey kaplamalar, yüksek performanslı yapıştırıcılar ve hammadde olarak küresel silika tozu kullanılarak üretilen yalıtım malzemeleri gibi yüksek teknoloji alanlarına odaklanacaktır. İyileştirme ve işlevsellik Uzmanlaşma, gelecekte silika tozu uygulamasının ana yönü olacaktır.
Yeni termal yönetim malzemeleri geliştirilmeye devam ediyor
Isı iletken malzeme, ısı iletiminde ısı dağılımını ve ısı iletim verimliliğini artıran, elektronik ekipman sistemlerinin güvenilirliğini ve servis ömrünü sağlamak için kullanılan bir malzemedir. Uygulama senaryolarına ve morfolojik özelliklerine göre, esas olarak grafit ısı dağıtma filmi, termal iletken ısı dağıtma malzemeleri (ısı boruları, buhar odaları vb.) ve termal iletken arayüz malzemeleri (termal iletken silikon yağı, termal iletken jel vb.) .).
Termal olarak iletken malzemelerin endüstriyel gelişimi, termal olarak iletken malzemelerin çoğunlukla alüminyum ve bakır olduğu 1950'lere kadar izlenebilir; 1960'lı yıllardan 1970'li yıllara kadar silikon malzemeler hızla gelişmeye başladı ve ısı boruları ortaya çıktı. 1970'lerden 21. yüzyılın başlarına kadar grafit malzemeler hızla gelişti ve yaygın olarak kullanıldı. O zamandan bu yana 5G ve güç pilleri gibi yeni endüstrilerin gelişmesiyle birlikte termal iletkenliğe olan talep arttı ve yeni termal yönetim malzemeleri gelişmeye devam etti.
Kalın grafit film
Doğal grafit film, ilk grafit bazlı ısı dağıtım malzemesi ve en eski kullanılan ısı dağıtım malzemesidir. Yüksek karbonlu pul grafit, kimyasal işlem ve yüksek sıcaklıkta genleşmeli haddeleme yoluyla doğal grafit filmi elde edebilir. Üretim süreci basittir ve ülkem bol miktarda doğal grafit rezervine ve olağanüstü maliyet avantajlarına sahiptir. Doğal grafit filmin sorunu şu iki noktada yatmaktadır: Birincisi, doğal bir ürün olarak levhaları yapısal kusurlara eğilimlidir ve bu da yerel ısı dağıtım performansını etkileyecektir; ikincisi, doğal grafitin yanal ısı iletkenliği çoğu malzemeninkini aşmış olsa da, uzunlamasına ısı iletkenliği yeterince üstün değildir ve esas olarak düşük kaliteli ürün alanlarında kullanılır.
Grafen
Grafen, güçlü yanal termal iletkenliğe ve esnekliğe sahip, "altıgen savaşçı" olarak bilinen yeni bir ısı dağıtıcı malzemedir. Grafen, tek bir karbon atomu tabakasını ifade eder. Teorik termal iletkenliği 5300W/m·K kadar yüksektir ve bu da onu şimdiye kadarki en yüksek termal iletkenliğe sahip maddelerden biri haline getirir. Elektronik ürünlerin performansının sürekli olarak iyileştirilmesiyle birlikte, ısı dengelemeye yönelik artan talep, grafen membranların kullanımına yol açmıştır. Yüksek ısı iletkenliğinin yanı sıra grafen filmlerin esnekliği de önemli bir özelliktir.
Ultra ince ısı borusu
Isı borusu hızlı sıcaklık dengeleme özelliklerine sahiptir ve dışta içi boş bir metal boru ve içte fazı değiştirilebilen bir sıvıdan oluşur. Çalışma prensibi, içi boş metal boru boşluğundaki sıvı ve buharın iki fazlı değişimlerinin sürekli dolaşımı yoluyla borunun yüzeyinin sıcaklığını hızla eşitlemektir. Isı boruları çeşitli ısı eşanjörlerinde, soğutucularda vb. yaygın olarak kullanılır ve esas olarak hızlı ısı iletiminden sorumludur. Şu anda elektronik ürünlerin ısı dağıtma cihazlarında en yaygın ve verimli ısı ileten elemandırlar.
Ultra ince buhar odası
Buhar odaları üst düzey termal cihazlardır ve çoğunlukla kalınlığa veya ağırlığa duyarlı ekipmanlarda kullanılır. Buhar odası genellikle harici bakır ve dahili fazı değiştirilebilen kondensattan oluşur. Yapısı ve termal ıslatma prensibi, ısı borusununkine benzer. Aradaki fark, buhar odasının iki boyutlu bir plaka şekli almasıdır. İletim, buharlaşma, konveksiyon ve katılaşmadan oluşan dört adım sayesinde, nokta ısı kaynağı tarafından salınan ısı tüm düzleme eşit olarak dağıtılır. Isı dengeleme etkisi grafit bazlı malzemelerinkini aşıyor.
Hibrit Dolgulu Termal Arayüz Malzemeleri
Termal arayüz malzemeleri genellikle iki bölümden oluşur: matris malzemesi ve dolgu maddesi. Temel malzeme esas olarak termal arayüz malzemesinin hava boşluklarının bulunduğu tüm yerleri kaplayabilmesini sağlamak için kullanılır ve esas olarak akışkan polimerlerden yapılır. Dolgular, ısı transfer verimliliğini artırmak için metaller ve metal oksitler, nitrürler, karbürler vb. gibi yüksek ısı iletkenliğine sahip çeşitli malzemelerden yapılır.
Kompozit termal olarak iletken faz değişim malzemeleri
Termal iletken faz değişim malzemeleri esas olarak yüksek güvenilirlik ve güçlü güvenlik ile küçük termal direnç ve yüksek termal iletkenlik verimliliği gerektiren yüksek performanslı cihazlarda kullanılır. Çalışma prensibi, ısıyı iletmek için faz değiştirme sürecini kullanmaktır. Sıcaklık faz değişim noktasına ulaştığında, termal iletken faz malzemesi katı durumdan akışkan duruma geçerek faz değişimine uğrayacak ve basınç altında ısıtma elemanı ile radyatör arasındaki düzensiz boşluğa akacaktır.

Tozların ileri seramikler açısından önemi
Tozların gelişmiş seramikler için önemi, insanların gelişmiş seramik tanımına doğrudan yansır.
Gelişmiş seramiklerin genel tanımı şu şekildedir: Hammadde olarak yüksek saflıkta, ultra ince yapay olarak sentezlenmiş veya seçilmiş inorganik bileşiklerin kullanılması, hassas kimyasal bileşime, hassas üretim ve işleme teknolojisine ve yapısal tasarıma sahip ve mükemmel mekanik, akustik, optik ve termal özelliklere sahip olması. özellikler. Elektriksel, biyolojik ve diğer özelliklere sahip seramikler, metalik elementlerden (Al, Zr, Ca vb.) ve metalik olmayan elementlerden (O, C, Si, B vb.) oluşan oksitler veya oksit olmayanlardır. İyonik bağlardan ve kovalent bağlardan oluşurlar. Birleştirilmiş ortak bağlı seramik malzemeler.
Kimyasal bileşim açısından genellikle iki husus aranır: yüksek saflık ve kesin oran.
Yüksek saflık açısından. Yabancı maddelerin varlığı bazen ürünlerin performansını ciddi şekilde etkileyebilir. Örneğin, yüksek saflıktaki alüminada sıklıkla silikon, kalsiyum, demir, sodyum ve potasyum gibi yabancı maddeler bulunur. Demir yabancı maddelerinin varlığı, sinterlenmiş malzemeyi siyah ve koyu hale getirecektir; sodyum ve potasyum safsızlıkları malzemenin elektriksel özelliklerini etkileyerek elektriksel özelliklerinin bozulmasına neden olacaktır; ve geri kalan iki safsızlık, sinterleme işlemi sırasında malzemenin taneciklerinin anormal şekilde büyümesine neden olacaktır. Şeffaf seramikler açısından yabancı maddelerin etkisi daha da büyüktür. Seramik tozundaki yabancı maddelerin varlığı, şeffaf seramiklerin "körlüğünü" doğrudan ilan edecektir. Bunun nedeni, ikinci aşama olan yabancı maddelerin, seramik gövde malzemesinin optik özelliklerinden çok farklı olması ve sıklıkla Saçılma ve soğurma merkezlerinin seramiğin ışık geçirgenliğini büyük ölçüde azaltmasına neden olmasıdır. Silisyum nitrür ve alüminyum nitrür gibi nitrür seramiklerinde oksijen safsızlıklarının varlığı termal iletkenlikte bir azalmaya yol açabilir.
Oran açısından. Seramik üretim formüllerinde çoğu zaman son derece "yüksek saflıkta" tek bir bileşene ihtiyaç duyulmaz, ancak sinterleme yardımcıları gibi bazı yardımcı malzemeler sıklıkla eklenir. Bu durumda doğru oranlama en temel gerekliliktir çünkü farklı kimyasal bileşimler ve içerikler ürünün performansı üzerinde belirleyici bir etkiye sahip olacaktır.
Faz bileşimi
Genellikle tozun mümkün olduğunca seramik ürünle aynı fiziksel faza sahip olması istenmekte ve sinterleme işlemi sırasında faz değişiminin oluşması beklenmemektedir. Her ne kadar bazen faz değişimi seramiklerin yoğunlaşmasını gerçekten destekleyebilse de çoğu durumda faz değişiminin meydana gelmesi seramiklerin sinterlenmesine yardımcı olmaz.
Parçacık boyutu ve morfolojisi
Genel olarak konuşursak, parçacıklar ne kadar ince olursa o kadar iyidir. Çünkü mevcut sinterleme teorisine göre kütle yoğunluğunun hızı, tozun boyutuyla (veya boyutu belirli bir güçle) ters orantılıdır. Parçacıklar ne kadar küçük olursa sinterleme o kadar kolay olur. Örneğin, yüksek spesifik yüzey alanı nedeniyle ultra ince alüminyum nitrür tozu, sinterleme işlemi sırasında sinterleme itici kuvvetini artıracak ve sinterleme işlemini hızlandıracaktır.
Düzenli şekilli seramik tozunun daha iyi akışkanlığı, sonraki kalıplama ve sinterleme üzerinde olumlu bir etkiye sahip olacaktır. Granülasyon prosesi, bağlayıcının etkisi altında tozun küresel bir şekil oluşturmasına izin vermektir, bu da dolaylı olarak Küresel seramik tozunun kalıplama ve sinterleme işlemleri sırasında seramik yoğunluğunun arttırılmasında olumlu bir rol oynadığını gösterir.
Tekdüzelik
Tozun tekbiçimliliği kolayca gözden kaçabilir ama aslında önemi önceki yönlerden daha önemlidir. Başka bir deyişle, önceki yönlerin performansı, tekdüzeliğini görmek için çok önemlidir.
Aynı şey parçacık boyutu için de geçerlidir. İnce parçacık boyutu önemlidir, ancak ortalama parçacık boyutu yalnızca ince ise ve dağılım düzensiz veya çok genişse, bu durum seramiklerin sinterlenmesine son derece zararlı olacaktır. Farklı boyutlardaki parçacıklar farklı sinterleme hızlarına sahip olduğundan, iri parçacıkların bulunduğu alanların yoğun olması muhtemel değildir. Aynı zamanda kaba parçacıklar da anormal tane büyümesinin çekirdeği haline gelebilir. Son olarak, seramiğin yalnızca daha yüksek bir sıcaklıkta yoğunlaştırılması gerekmiyor, aynı zamanda düzensiz bir mikro yapıya sahip olması da performansını ciddi şekilde etkiliyor.
Şeffaf Seramiklerin Proses Zorlukları
![]()
Yüksek teknoloji ürünü bir malzeme olarak şeffaf seramiklerin optik, elektronik, havacılık ve diğer alanlarda geniş uygulama olanakları vardır. Bununla birlikte, şeffaf seramiklerin hazırlanma sürecinde, esas olarak aşağıdaki hususlara yansıyan birçok zorluk vardır:
1. Yüksek sıcaklıkta eritme: Şeffaf seramiklerin hazırlanması, ham maddelerin yüksek sıcaklıklarda, genellikle 1700°C veya üzeri gibi yüksek sıcaklıklarda şeffaf bir cam fazına eritilmesini gerektirir. Bu süreçte, cam fazının tekdüzeliği ve şeffaflığı sağlanırken, yabancı maddelerin ve kristalleşmenin oluşmasını önlemek için sıcaklık ve erime süresinin kontrol edilmesi gerekir.
2. Kabarcıkların giderilmesi: Şeffaf seramiklerin hazırlanma işlemi sırasında kabarcık oluşumu yaygın bir sorundur. Bu kabarcıklar seramiğin içinde kusurlar oluşturarak optik özelliklerini ve mekanik mukavemetini etkileyebilir. Kabarcıkları gidermek için vakumlu gaz giderme, inert gaz koruması vb. gibi özel gaz giderme işlemleri ve ekipmanları gereklidir. Şeffaf seramiklerin hazırlanma sürecinde hava kabarcıklarının giderilmesi önemli bir adımdır.
3. Bileşimi tam olarak kontrol edin: Şeffaf seramiklerin bileşimi, optik ve mekanik özellikleri üzerinde önemli bir etkiye sahiptir. Yüksek kaliteli şeffaf seramikler hazırlamak için, ham maddelerin içerik oranının ve saflığının, hazırlama süreci boyunca tutarlı kalmalarını sağlayacak şekilde hassas bir şekilde kontrol edilmesi gerekir.
4. Sinterleme sıcaklığı: Şeffaf seramiklerin sinterleme sıcaklığı, yoğunlaşması ve optik özellikleri açısından çok önemlidir. Sıcaklık çok yüksekse seramik kristalleşecek veya başka yabancı maddeler üretecektir. Sıcaklık çok düşükse sinterleme tamamlanamayacak veya yoğunluk yetersiz olacaktır.
5. Boyutsal doğruluk: Şeffaf seramiklerin, optik ve mekanik özelliklerini sağlamak için hazırlık süreci sırasında yüksek boyutsal doğruluğu koruması gerekir. Bu, kalıp tasarımı ve işleme, kalıplama basıncı vb. gibi hazırlık sürecinin hassas kontrolünü gerektirir. Aynı zamanda, nihai ürünün boyutsal doğruluğunu sağlamak için seramiğin büzülme oranının sinterleme işlemi sırasında kontrol edilmesi gerekir.
Hammaddelerin parçacık boyutu: Şeffaf seramikler için hammaddelerin parçacık boyutu, boyutsal doğruluk üzerinde doğrudan etkiye sahiptir. Hammaddelerin parçacık boyutu dağılımı eşit değilse seramik ürünlerin boyutu dengesiz olacaktır. Bu nedenle üretim sırasında düzgün parçacık boyutu dağılımına sahip ve uygun parçacık boyutuna sahip hammaddeler seçilmeli ve sıkı bir şekilde elenmelidir.
Kalıplama işlemi: Kalıplama işlemi şeffaf seramiklerin boyutsal doğruluğunu etkileyen önemli bir bağlantıdır. Farklı kalıplama yöntemlerinin (basınçlı döküm, ekstrüzyon, enjeksiyon vb.) boyutsal doğruluk üzerinde farklı etkileri vardır. Kalıplama işlemini seçerken ürün şekline, boyutsal doğruluk gerekliliklerine ve üretim parti büyüklüğüne göre makul bir seçim yapılmalıdır.
Pişirme sistemi: Pişirme şeffaf seramik üretiminin önemli bir parçasıdır. Şeffaf seramiklerin boyutsal doğruluğunu arttırmak için uygun bir pişirme sistemi çok önemlidir. Sıcaklık eğrisi, pişirme süresi, pişirme atmosferi ve diğer faktörler şeffaf seramiklerin boyutsal doğruluğunu etkileyecektir. Üretim sırasında fiili duruma göre makul bir ateşleme sistemi formüle edilmeli ve ateşleme sisteminin istikrarlı bir şekilde yürütülmesini sağlamak için ateşleme süreci gerçek zamanlı olarak izlenmelidir.
Ekipman ve Araçlar: Üretim ekipman ve araçlarının doğruluğu aynı zamanda şeffaf seramiklerin boyutsal doğruluğunu da etkileyecektir. Örneğin kalıpların, kesici aletlerin vb. doğruluğu seramik ürünlerin boyutunu doğrudan etkiler.
Kalite kontrol ve kontrol: Şeffaf seramiklerin boyutsal doğruluğunu sağlamak için üretim sürecinde tam bir kalite kontrol ve kontrol sistemi kurulmalıdır.
6. Soğuma hızı: Şeffaf seramiklerin hazırlanma sürecinde soğuma hızının iç yapısı üzerinde önemli bir etkisi vardır. Çok hızlı soğutma iç gerilime veya çatlaklara neden olabilirken, çok yavaş soğutma kristalleşmeye veya diğer yabancı maddelere neden olabilir.
Şeffaf seramiklerin hazırlanma sürecinde birçok zorluk vardır ve hammaddeler, süreçler, ekipman ve hazırlama ortamı gibi birçok hususun kapsamlı bir şekilde dikkate alınması gerekir. Yalnızca sürekli teknolojik yenilik ve pratik deneyim birikimi sayesinde yüksek kaliteli şeffaf seramik malzemeler hazırlanabilir.
Silisyum karbür seramiklerin ve 3 boyutlu baskı teknolojisinin yenilikçi uygulamaları
Yarı iletken ekipmanlara yönelik seramik bileşenler, malzeme saflığı, boyutsal doğruluk, mekanik özellikler, termal özellikler ve elektriksel özellikler açısından yüksek gereksinimlere sahiptir. Silisyum karbür seramikler, piyasada kanıtlanmış ve yarı iletken ekipman bileşenleri için mükemmel performansa sahip bir malzeme türüdür. Seramik manipülatörlerde (sertlik, aşınma direnci), kristal teknelerde (saflık, yüksek sıcaklıkta mekanik özellikler) ve soğuk plakalarda (ısı iletkenliği, sertlik) yaygın olarak kullanılır. ), çalışma tezgahı (boyutsal doğruluk, yürütme kararlılığı) ve diğer bileşenlerin önemli uygulamaları vardır.
Ancak pazarın büyük boyut, karmaşık yapı, kısa üretim döngüsü, yüksek stabilite ve düşük maliyet talepleri karşısında silisyum karbür seramiklerin geleneksel üretim süreci darboğazlarla karşılaştı. Silisyum karbür seramik yarı iletken ekipmanlara yönelik seramik bileşenlerin üretim teknolojisinde bir atılım gerçekleştirmek için katmanlı üretim teknolojisini kullanın.
Farklı boyut, şekil ve amaç gereksinimlerine göre 3D baskılı yarı iletken ekipman silisyum karbür seramik bileşenleri, yüksek saflık, yüksek sıcaklık kalitesi, yüksek termal iletkenlik, yüksek sıcaklık direnci, sürtünme ve aşınma direnci elde etmek için 3D baskı, reaksiyon sinterleme ve son işlem yoluyla işlenir. özellikleri Yarı iletken ekipmanlardaki seramik bileşenlere yönelik birçok uygulama senaryosunun ihtiyaçlarını karşılayabilen mükemmel ürünler. Bu ürün serisi kısa bir üretim döngüsüne sahiptir, standartlaştırılmıştır ve seri olarak üretilmektedir ve yarı iletken endüstrisinde verimli ve yüksek kaliteli üretim için daha uygun olan farklılaştırılmış yapısal tasarıma ulaşabilmektedir.
3D baskı teknolojisi sayesinde farklı boyut, şekil ve fonksiyonel gereksinimlere göre yüksek saflıkta, yüksek sıcaklık stabilitesinde, yüksek ısı iletkenliğinde, yüksek sıcaklık dayanımında ve mükemmel aşınma direncinde silisyum karbür seramik parçalar tasarlayıp üretebiliyoruz. Bu bileşenler sadece farklı uygulamaların ihtiyaçlarını karşılamakla kalmıyor, aynı zamanda kısa üretim döngülerine sahip, standartlaştırılmış, seri üretilebiliyor, farklılaştırılmış yapısal tasarım gerçekleştirebiliyor ve çeşitli endüstrilerin verimli ve kaliteli üretim ihtiyaçlarına daha uygun.
Ayrıca PEP (Toz Ekstrüzyon Baskı) teknolojisine dayalı olarak “3D baskı + toz metalurjisi” ile karmaşık yapılara sahip seramik ve metal ürünler de üretebilmekteyiz. Bu ürünler, üretim döngüsünü ve üretim maliyetini etkili bir şekilde azaltabilen tutarlı ve mükemmel performansa sahiptir.
Uzay aynası, PEP işlemine dayalı olarak Sublime 3D tarafından üretilen, büyük boyutlu, hafif, entegre tasarımlı, net şekle yakın silisyum karbür seramik karmaşık yapısal bileşendir. Yoğunluk %99'a kadar çıkabilir ve mekanik özellikler stabildir. Maliyetleri önemli ölçüde azaltabilecek ve Ar-Ge ve üretim döngüsünü kısaltabilecek uzaktan algılama uydularının geliştirilmesini ve uzay altyapısının inşasını etkin bir şekilde teşvik etti. Ticari havacılık alanında en hızlı büyüyen uzaktan algılama uyduları için çok büyük bir pazar alanı bulunmaktadır.
Silisyum karbür seramik malzeme

Bilim ve teknolojinin gelişmesiyle birlikte, özellikle enerji ve uzay teknolojisinin hızla gelişmesiyle birlikte çoğu zaman malzemelerin zorlu çalışma ortamlarında kullanılabilmesi için yüksek sıcaklık dayanımı, korozyon direnci, aşınma direnci gibi üstün özelliklere sahip olması gerekmektedir. Özel seramik malzemeler, güçlü oksidasyon direnci, iyi aşınma direnci, yüksek sertlik, iyi termal stabilite, yüksek yüksek sıcaklık dayanımı, küçük termal genleşme katsayısı, yüksek termal iletkenlik ve termal şoka direnç gibi mükemmel özellikleri nedeniyle son teknoloji haline gelmiştir. ve kimyasal korozyon. Bilimin evrensel olarak değer verilen önemli bir kısmı.
Silisyum karbür seramikler son yirmi yılda gelişmeye başlayan yeni bir malzemedir. Bununla birlikte, özellikle mükemmel yüksek mukavemeti, yüksek sertliği, korozyon direnci ve yüksek sıcaklık direnci nedeniyle, petrokimya ve metalurji endüstrilerinde hızla geliştirilmiş ve kullanılmıştır. Makine, havacılık, mikroelektronik, otomobil, çelik ve diğer alanlar ve diğer özel seramiklerin eşleşemeyeceği avantajlar giderek daha fazla ortaya çıkıyor.
Modern ulusal savunma, nükleer enerji ve uzay teknolojisinin yanı sıra otomobil endüstrisi ve deniz mühendisliğindeki hızlı gelişme, roket yanma odası kaplamaları, uçak türbin motoru kanatları, nükleer reaktör yapısal bileşenleri, yüksek hızlı pnömatik rulmanlar ve mekanik salmastra parçaları. Çeşitli yeni yüksek performanslı yapısal malzemelerin geliştirilmesi gerekmektedir.
Silisyum karbür (SiC) seramikleri, yüksek yüksek sıcaklık dayanımı, güçlü oksidasyon direnci, iyi aşınma direnci, iyi termal stabilite, küçük termal genleşme katsayısı, yüksek termal iletkenlik, yüksek sertlik ve termal şok ve kimyasal korozyona karşı direnç gibi mükemmel özelliklere sahiptir. Bu nedenle birçok alanda yeteneklerini göstermiş ve insanlar tarafından giderek daha fazla değer görmektedir.
Örneğin,
SiC seramikleri, petrokimya endüstrisindeki çeşitli korozyona dayanıklı kaplarda ve borularda yaygın olarak kullanılmaktadır;
Makine sektöründe çeşitli rulmanlar, kesici takımlar ve mekanik salmastra bileşenleri olarak başarıyla kullanılmış;
Aynı zamanda havacılık ve otomotiv endüstrilerinde gelecekteki gaz türbinleri, roket nozulları ve motor bileşenlerinin imalatı için en umut verici aday malzeme olarak kabul edilmektedir.
Silisyum karbür seramik malzemeler, yüksek yüksek sıcaklık dayanımı, güçlü yüksek sıcaklık oksidasyon direnci, iyi aşınma direnci, iyi termal stabilite, küçük termal genleşme katsayısı, yüksek termal iletkenlik, yüksek sertlik, termal şok direnci ve kimyasal korozyon direnci gibi mükemmel özelliklere sahiptir. Otomobil, mekanik ve kimya endüstrisi, çevre koruma, uzay teknolojisi, bilgi elektroniği, enerji ve diğer alanlarda giderek yaygın olarak kullanılmaktadır. Birçok endüstriyel alanda mükemmel performansıyla vazgeçilmez bir yapısal seramik haline gelmiştir.
SiC seramiklerinin ana uygulama alanları
(1)Aşındırıcı (2) Refrakter malzemeler (3)Oksit giderici (4)Askeri yön (5) Elektrikçiler ve elektrikçiler (6) Aşınmaya dayanıklı ve yüksek sıcaklığa dayanıklı parçalar (7) Yeni enerji malzemelerinin hazırlanmasında silisyum karbür seramiklerin uygulanması (8) Fotolitografi makinelerinde kullanılan hassas seramik bileşenler için tercih edilen malzeme (9) Silisyum karbür seramiklerin filtreleme uygulaması

7 kategorideki kuru sınıflandırma ekipmanı ve çalışma prensipleri
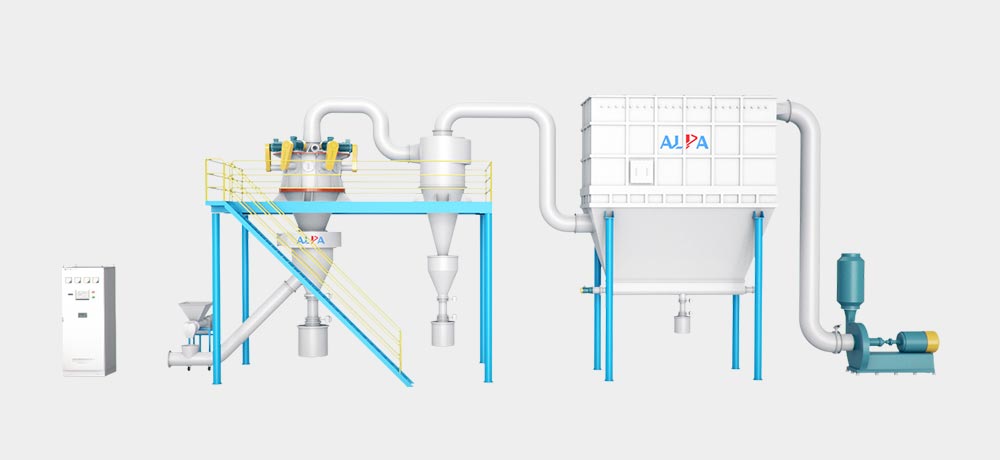 Hava sınıflandırıcı sisteminin yerleşim çizimi
Hava sınıflandırıcı sisteminin yerleşim çizimi
Sınıflandırmanın işlevi, kırma işleminin ilerleyişini ve nihai ürünün parçacık boyutunu kontrol etmektir. Kuru sınıflandırma, ortam olarak gaz (genellikle hava) kullanılarak elde edilen bir sınıflandırmadır. Su sıkıntısı ve kurak bölgelerde ve prosesin suyun varlığına izin vermediği durumlarda kullanılır. , kuru sınıflandırma tek seçenektir. Şiddetli soğuk bölgelerde kuru sınıflandırma uygulaması da etkilenmez. Kuru sınıflandırma çok fazla su tasarrufu sağlar ve ıslak sınıflandırmada sonradan meydana gelen dehidrasyon sorununu ortadan kaldırır. Enerji tasarrufu sağlayan etkili bir sınıflandırma yöntemidir.
Yaygın kuru sınıflandırma ekipmanı, çift çarklı hava sınıflandırıcı, O-Sepa vorteks sınıflandırıcı, siklon ayırıcı, türbin sınıflandırıcı, yerçekimi sedimantasyon sınıflandırıcı, atalet sınıflandırıcı ve jet sınıflandırıcıyı içerir.
1. Çift çarklı hava sınıflandırıcı
Çift çarklı hava sınıflandırıcı, sınıflandırma için yerçekimi sedimantasyon ve santrifüj sedimantasyon ilkelerini kullanır ve ürün partikül boyutu -40 μm kadar ince olabilir.
2. O-Sepa tipi girdap akımı sınıflandırıcısı
Makinenin ana yapısı bir yayma plakası, pervane, birincil hava kanalı, ikincil hava kanalı, üçüncül hava kanalı, kılavuz bıçaklar ve kabuk vb. içerir.
3. Siklon ayırıcı
Siklon ayırıcı tipik bir kuru santrifüj sedimantasyon ve sınıflandırma ekipmanıdır. Ana gövdesi bir üst silindir ve bir alt kesik koniden oluşur. Silindirin üst kısmında merkezi eksen boyunca yukarıdan aşağıya bir çekirdek boru yerleştirilir ve kesik koninin alt kısmında bir kaba ürün çıkışı bulunur. Besleme malzemesi, hava akışıyla silindirin dış çevresine yakın üst kısmından teğetsel olarak girer ve sınıflandırma odasının şekli tarafından bir dönme hareketi oluşturacak şekilde sınırlandırılır. Malzeme parçacıkları hava akışında radyal merkezkaç sedimantasyon hareketi üretir. İri parçacıklar daha yüksek bir hızda merkezkaçla çöker, silindir duvarına yaklaşır ve ardından silindir duvarı boyunca kayarak alttan boşaltılır. İnce parçacıklar yavaş bir santrifüj sedimantasyon hızına sahiptir, eksene yakın bir yerde asılı kalır ve daha sonra hava akışıyla çekirdek tüpe girer ve yukarı doğru boşaltılır. Farklı sınıflandırma gereksinimlerine uyum sağlamak ve daha yüksek sınıflandırma performansı elde etmek için pratik uygulamalarda birçok geliştirilmiş ürün bulunmaktadır. Siklon ayırıcının sınıflandırma parçacık boyutu, spesifikasyonuna (silindir çapı) bağlıdır. Spesifikasyon ne kadar küçük olursa, sınıflandırma parçacık boyutu da o kadar ince olur.
4. Türbin sınıflandırıcı
Türbin sınıflandırıcı şu anda en yaygın kullanılan kuru ultra ince sınıflandırma ekipmanlarından biridir. Santrifüj sedimantasyon sınıflandırma prensibini kullanır. Ana çalışma bileşeni, radyal bir boşluk oluşturacak şekilde birçok kanatla donatılmış türbindir (derecelendirme çarkı).
5. Kuru yerçekimi sedimantasyon sınıflandırma ekipmanı
Ana kuru yerçekimi sedimantasyon sınıflandırma ekipmanı, hepsi ultra ince aşamada kullanılan yatay akış tipi, dikey akış tipi ve kıvrımlı akış tipi yerçekimi sınıflandırıcılarını vb. içerir.
6. Kuru atalet sınıflandırma ekipmanı
Ana kuru atalet sınıflandırma ekipmanı, kesme noktası parçacık boyutları 0,5 ila 50 μm arasında değişen doğrusal, kavisli, panjurlu ve K tipi atalet sınıflandırıcıları içerir.
7. Jet sınıflandırıcı
Jet sınıflandırıcı, jet teknolojisini, atalet ilkesini ve Coanda etkisini kullanan kuru, ultra ince bir sınıflandırma ekipmanıdır. Malzemelerin beslenmesinde, besleme parçacıklarının gerekli giriş hızını elde etmesini ve hava akışının daha iyi bir Coanda etkisi yaratmasını sağlayan jet teknolojisi kullanılır. Coanda etkisi, bir akışkan (sıvı veya gaz) ile içinden aktığı nesnenin yüzeyi arasında yüzey sürtünmesinin olması ve akışkanın yavaşlamasına neden olmasıdır. Akışkanlar mekaniğindeki Bernoulli ilkesine göre cismin yüzeyinin eğriliği çok büyük olmadığı sürece akış hızındaki yavaşlama akışkanın cismin yüzeyine adsorbe olmasına neden olacaktır.

Kaolin kili için beş yaygın modifikasyon yöntemi türü
Kaolinin uygulama sürecinde modifikasyon önemli bir derin işleme yöntemidir. Kaolinin aktif gruplarını (alüminyum alkol grupları, silanol fonksiyonel grupları vb. dahil) temel alır ve kaolinin proses özelliklerini mekanik, fiziksel ve kimyasal yöntemlerle değiştirir. , çeşitli alan ve endüstrilerdeki üretimdeki uygulama gereksinimlerini karşılamak.
1. Termal modifikasyon
Termal modifikasyon esas olarak yüksek sıcaklıkta kalsinasyon yoluyla -OH'nin bir kısmını veya tamamını kaolin yüzeyinden uzaklaştırır, böylece kaolinin yüzey özelliklerini değiştirir ve daha yüksek beyazlığa, daha iyi izolasyona ve termal stabiliteye sahip olmasını sağlar. Kaplamalara, kauçuğa, plastiklere ve boyalara dolgu maddesi olarak uygulanması ilgili ürünlerin performansını artırabilir.
2. Asit-baz modifikasyonu
Asit modifikasyonu, kaolinin kalsinasyon işlemi sırasında, faz değişim sürecindeki Al'in kimyasal ortamının farklı olması ve içindeki Al'in asit reaktivitesine sahip olması anlamına gelir. Alkali modifikasyonu, kaolinin kalsinasyon işlemi sırasında, faz değiştirme işlemi sırasında Si'nin kimyasal ortamının farklı olduğu anlamına gelir. Kaolindeki SiO2, aktive etmek için yüksek sıcaklıkta kalsine edilir, böylece kaolindeki aktifleştirilmiş silikon, modifikasyon amacına ulaşmak için alkalin maddelerle reaksiyona girer.
Asit-baz modifikasyonundan sonra kaolinin gözenek boyutu artar, gözenek dağılımı daha konsantre olur ve spesifik yüzey alanı büyük ölçüde artar. Asit bazlı modifiye kaolini dolgu maddesi olarak kullanmak, kompozit malzemelerin hava sızdırmazlık performansını artırabilir.
3. Yüzey modifikasyonu
Yüzey modifikasyonu, kaolin parçacıklarının yüzeyindeki bazı organik veya inorganik maddelerin fiziksel veya kimyasal adsorpsiyon yoluyla kaplanarak kaolinin modifiye edilmesi işlemini ifade eder. Şu anda kaolinin en önemli modifikasyon yöntemidir. Yaygın olarak kullanılan yüzey değiştiriciler esas olarak silan birleştirme maddeleri, silikon (yağ) veya silikon reçinesi, yüzey aktif maddeler ve organik asitleri içerir.
Silan birleştirme maddesi, kaolin dolgu maddeleri için en yaygın kullanılan ve etkili yüzey değiştiricidir. Tedavi süreci nispeten basittir. Yüzey kaplama işlemi için genellikle kaolin tozu ve hazırlanan silan birleştirme maddesi modifikasyon makinesine eklenir. İşlem sürekli veya gruplar halinde gerçekleştirilebilir.
Yüzey modifikasyonundan sonra kaolin iyi hidrofobikliğe ve lipofilikliğe sahiptir, polimer matrisinde daha iyi dağılım gösterir, topaklanma olasılığı daha azdır ve polimerle daha iyi uyumluluğa sahiptir. Yüzeyi kaplanmış kaolin, plastiklerin ve kauçuk kompozitlerin mekanik özelliklerini ve gaz bariyeri özelliklerini geliştirmek amacıyla plastikleri, kauçuğu ve diğer polimerleri doldurmak için dolgu maddesi olarak kullanılır.
4. Ara katman değişikliği
Özel yapısı nedeniyle kaolin, katmanlar arasında hidrojen bağlarına ve katmanlar içinde güçlü kovalent bağlara sahiptir ve katmanların iki tarafı sırasıyla silikon-oksijen tetrahedron atomik katmanı ve alüminyum-oksijen oktahedron hidroksil katmanıdır, dolayısıyla yalnızca bir tane bulunur. oldukça kutupsal olanlardan birkaçı. Kaolin katmanlarına DMSO, formamid (FA), potasyum asetat, hidrazin vb. gibi yalnızca küçük moleküler ağırlığa sahip maddeler eklenebilir. Diğer organik makromoleküllerin, kaolin katmanlarına girmek için iki veya daha fazla ara katmana ihtiyacı vardır. Dahası, ikincisinin, öncül maddenin yer değiştirmesi veya sürüklenmesi yoluyla kaolin tabakasına yerleştirilmesi gerekir.
İnterkalasyon modifikasyon teknolojisi, nano ölçekli kaolin hazırlanmasında yaygın olarak kullanılan bir kaolin yüzey modifikasyon teknolojisidir. İnterkalasyondan sonra kaolin katmanları arasındaki mesafe artar. İnterkalasyon ve soyulma sonrasında kaolin partikül boyutu küçülür ve spesifik yüzey alanı daha büyük olur. Kompozit malzemelerin hava sızdırmazlığını arttırmak için dolgu maddesi olarak önce araya eklenen ve daha sonra soyulan kaolinin kullanılması, günümüzde kompozit malzemelerin hava sızdırmazlığını arttırmada önemli bir yöntemdir.
5. Mekanokimyasal modifikasyon
Mekanokimyasal modifikasyon yöntemi, mekanik enerjiyi kimyasal enerjiye dönüştürme amacına ulaşmak için esasen parçacıkları ve yüzey değiştiricileri aktive etmek için mekanik enerji kullanır. Bu, güçlü mekanik karıştırma, darbe, öğütme vb. yoluyla veya harici mekanik kuvvetin yardımıyla elde edilebilir. Toz parçacıklarının yüzeyi daha ince veya işlevsel toz parçacıklarının bir tabakası ile kaplanır. Mekanik kimyasal modifikasyon yönteminde farklı makineler ve modifikasyon süreçleri kullanılır, dolayısıyla tozun modifikasyon etkileri de farklıdır.